














C I R R U S
A I R P L A N E M A I N T E N A N C E M A N U A L
M O D E L S R 2 0
51-20
Page 1
All
EFFECTIVITY:
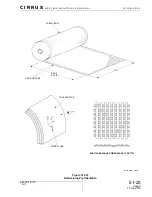
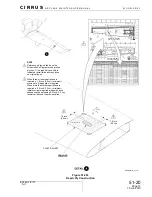
PROCESSES
1. DESCRIPTION
This section provides guidance for repair processes used in Section 70 - Standard Repairs and other spe-
cific repairs found throughout the manual.
In general, processes are organized by chrono-
logical order in the repair sequence; Repair Preparation, Repair Application, Cure Cycle, and Painting.
Guidelines and requirements on proper repair environment and machining parameters are also discussed.
A. General Information and Requirements
Refer to Section 00 - Standard Practices: Structures for detailed information on personnel qualifica-
tions and safety information, construction methods, and Airframe Zone Diagrams.
Section 10 - Investigation, contains guidance for identification of damage, associated classifications
and repairs, and damage reporting procedures.
Refer to Section 30 - Materials for a listing of all approved materials necessary to perform standard
repairs.
Section 70 - Standard Repairs contains composite repair procedures that are used with the supporting
processes outlined in Section 20.
15 Jun 2010