





























31
MI300T 220V
q j
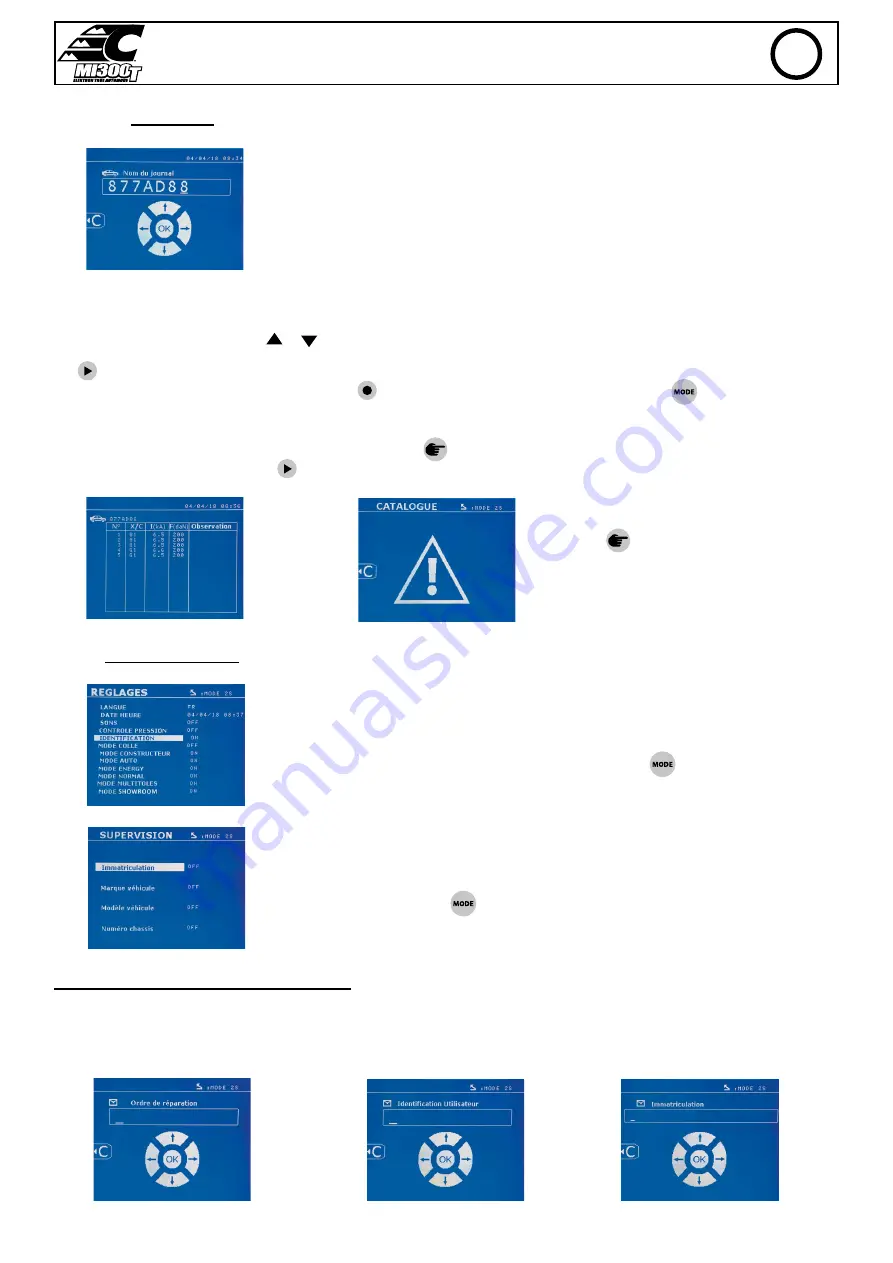
Report (log)
Saving a report allows you to retrieve the data of a series of spot made with using the clamp, and to
save them on the memory card so that they can be retrieved from a PC for example. CHIEF provides
a software called GYSPOT to read the SD card and edit the logs on a PC. This GYSPOT software is
stored on the SD card as well as the user manual.
By default, this feature is disabled when the machine is switched on. Pressing the recording button
(on/off) and the «mode» button starts recording the report in the selected log. Pressing the record
button again (on/off) stops the current recording.
The log created contains: an ID entered by the user, as well as for each spot performed, the tool and arm used, the machine settings (power and
pressure). It also contains the following possible error messages that may have occurred during its recording: I LOW, P LOW, PB CAPS.
The ID is entered using the 4 keys +, - or
. When entering an identifier already in use, the machine will record the new points in succession,
without deleting the previous ones.
The
button is used to retrieve a previously saved report and read it back on the screen.
The current recording must be stopped by pressing the
button before it can be displayed on the screen. The
button is used to exit the
report view mode.
To delete the contents of a report, you must
display it on the screen using the button
.
Then press the
button.
The following message appears on the
screen.
When the triangle is displayed, a second press
on the
button erases the content of the
report displayed.
The triangle disappears from the screen auto-
matically after 3 seconds.
Identification mode
If the identification mode is set to «ON», all mandatory fields in the repair order must be entered to
allow the weld to go ahead or the machine will display «identification fault».
To activate and deactivate the identification mode, an SD identification card must be inserted in the
BP card reader instead of the SD card containing the programs.
The settings screen is activated by pressing and holding down the
button for 2 seconds.
When the SD card «identification» is inserted and «identification ON» is selected, the supervision
screen is displayed.
This screen is used to make the fields «registration, vehicle make, vehicle model, vehicle model,
chassis number» mandatory fields when entering the repair order.
To exit the screen, press the
button for 2 seconds. Then, it is necessary to put the SD card
containing the programs back into the machine card reader.
List of screens used to enter a repair order :
If a repair order has already been created, it cannot be changed or deleted on the machine. To delete it, use the Gyspot software on the PC. The user
can create a maximum of 100 repair orders.
Repair order
User identification
Registration (optional)
EN
Содержание CEL024854
Страница 7: ...7 MI300T 220V q j M5 x 12 4 N m 7 8 M8x16 x4 M5x12 x2 20 N m 4 N m ...
Страница 11: ...11 MI300T 220V q j 12 ...
Страница 15: ...15 MI300T 220V q j 16 8 N m ...
Страница 17: ...17 MI300T 220V q j FIG 1 FIG 2 3 4 5 1 9 10 11 7 8 6 2 6 7 1 2 3 8 9 5 4 ...