



















English - 2
■
The voltage and frequency of the power
source must correspond with the data
given on the nameplate of the machine.
■
The machine may be connected only to
properly earthed mains. The socket and ex-
tension cable must have a functional pro-
tective conductor.
■
Before any work on the machine itself, pull
the mains plug.
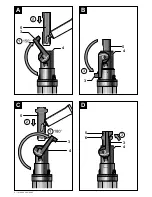
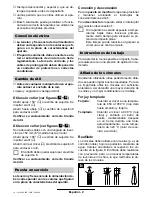
Clean and grease the tool shank.
Tools without shoulder
(see figures
+
)
Open the tool retainer 3 approx. 150° (
➊
) and in-
sert the tool (
➋
).
Swing the tool retainer 3 downwards (
➌
) to lock
the tool.
Check the locking by pulling on the tool.
Tools with shoulder
(see figures
+
)
Tools with an insertion length of 152 mm (6") are
suitable.
Open the tool retainer 3 approx. 180° (
➊
) and in-
sert the tool (
➋
).
Swing the tool retainer 3 back until in line with the
shank (
➌
), in order to lock the tool.
☞
The shoulder 6 must be held by the tool re-
tainer 3.
Check the locking by pulling on the tool.
The voltage and frequency of the power
source must correspond with the data given
on the nameplate of the machine.
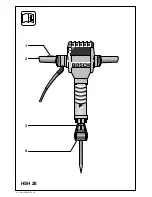
Switching On and Off
To start the machine, push the On /Off switch 1
and keep it pushed.
To switch off the machine, release the On /Off
switch 1.
☞
At low temperatures, the machine reaches
full impact rate only after a certain time.
This start-up time can be shortened by
striking the chisel against the floor once.
For the highest possible impact damping, work
only with moderate pressure.
Good results are only achieved with sharp chis-
els, therefore sharpen the chiselling tools regu-
lary. This prolongs the service life of the tools and
ensures good working performance.
Forging and hardening
Forging:
Heat the chisel to between 850 and
1050 °C (bright red to yellow) and
forge.
Hardening: Heat the chisel to 900 °C (bright red)
and quench in oil, then anneal in an
oven for approx. one hour at 320 °C
(annealing colour = light blue).
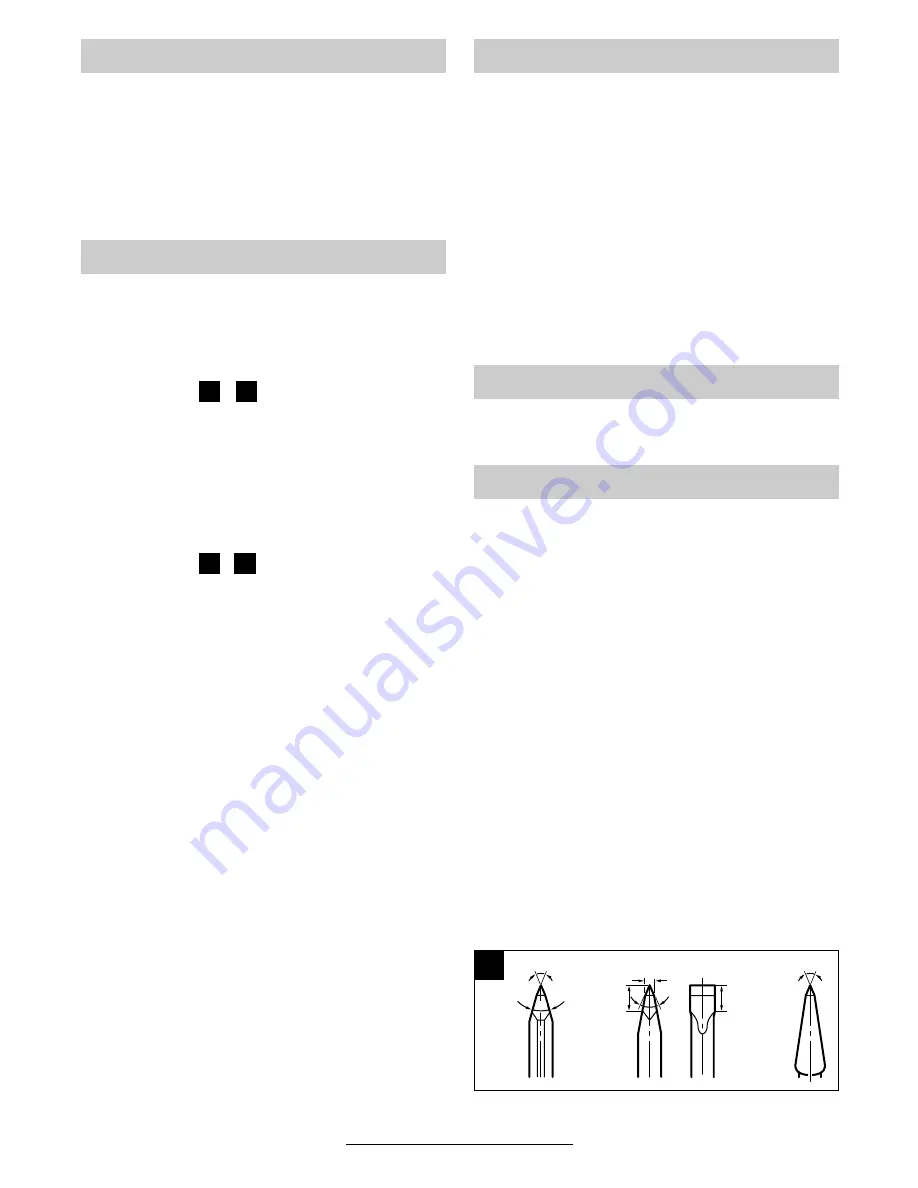
Re-sharpening the chiselling tools
Sharpen chiselling tools using grinding wheels
(e. g., ceramic bonded corundum wheel) with a
steady supply of water. Recommended values for
this purpose are contained in figure E. Take care
that no annealing coloration appears on the cut-
ting edges, otherwise the hardness of the chisel-
ling tools will be impaired.
Electrical Connection
Changing the Tool
A
B
C
D
Initial Operation
Operating Instructions
Sharpening Chisels
4
60
°
ca.60
ca.40
60
°
60
°
20
°
E
10 • 1 619 929 586 • TMS • 28.02.02
Содержание HSH 28
Страница 2: ...2 1 619 929 586 02 03 ...
Страница 4: ...4 1 619 929 586 02 03 1 2 3 4 HSH 28 ...
Страница 5: ...5 1 619 929 586 02 03 A 5 3 4 B 5 3 4 C 5 3 4 D 3 5 6 4 ...







































































