




























SET-UP AND SAFE OPERATING PROCEDURES
8-27
89210000
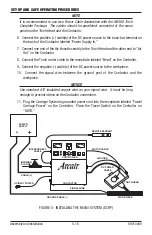
5. Connect the positive (+) cable(s) from the DC power source to the buss bar terminal,
marked “POWER SUPPLY IN”, on the back of the contactor. Connect the negative (-)
cable(s) of the DC power source to the N6000 Torch Head buss bar.
Connect the signal wire to the ground post of the contactor and the buss bar on the torch head.
Slide the insulating boot over the buss bar on the torch head.
NOTE
Use standard #12 insulated copper wire as your signal wire. It must be long
enough to prevent stress on the Contactor connection.
6. Connect the end(s) of the power cables to the workpiece and the other end(s) to the
contactor buss bar terminal labeled “POWER SUPPLY OUT”.
NOTE
It is recommended to use two Power Cable Assemblies with the N6000 Torch
Complete Package. The cables should be paralleled: connected at the same
points on the Torch Head and the Contactor.
7. Connect one end of the Air-Hose Assembly to the Torch Head and the other end to “Air
Out” on the Contactor.
8. Connect the Torch motor cable to the receptacle labeled “Head” on the Controller.
9. Plug the Carriage System’s grounded power cord into the receptacle labeled “Travel
Carriage Power” on the Controller. Set the Travel Switch on the Controller to
“AUTO.”
OPERATING THE N6000 SYSTEM
The N6000 System works just like the operation described in the Section titled OPERATING
THE SYSTEM. Return to that Section to review these instructions.
J-GROOVE EDGE PREPARATION
Use the N6000 system to make an economical J-groove weld preparation on a plate’s single
edge or pipe section. The N6000 produces the edge preparation as fast as or faster than an
automatic burning torch. (See Table 6.)
Edge preparation success depends on two things:
• Edge tracking on a plate or pipe section.
• Electrode overhang on the plate edge or pipe section.
The tracking of the edge is very critical in getting the right configuration. A tracking device
helps keep the electrode in position throughout the gouge.
Electrode overhang determines whether a configuration can be obtained. An electrode placed
too far over an edge can result in a bevel. If the electrode doesn’t overhang enough, a gouge
will leave an edge. See Figure 10
Uses of the N6000 System







































































