



















25/30
ALFA IN a.s ©
www.alfain.eu
pressure and flow.
7. Imperfect condensate trapping will cause condensate to be discharged in the
torch nozzle area and prevent the pilot arc from igniting.
Causes of poor quality cuts
Insufficient cut penetration
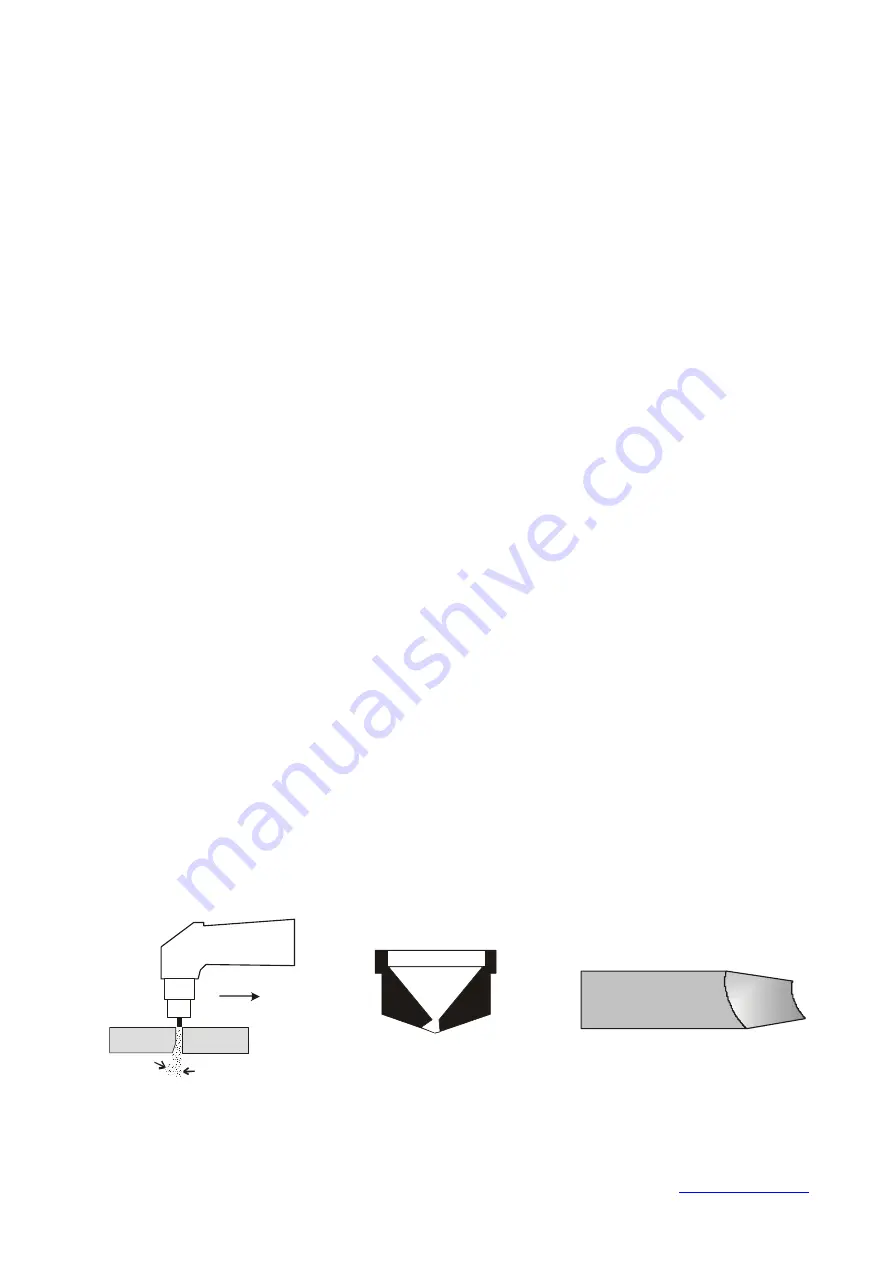
1. High cutting speed (make sure that the inclination of the penetrating cutting
arc does not exceed approx. 15° (see Fig. 13).
2. High cutting tip or electrode wear (see Fig. 14).
3. Large material thickness and improperly selected cutting current and
cutting tip diameter.
4. Poor electrical contact between the grounding clamp and the material.
Notice
If the cutting arc does not penetrate the material perfectly, the splashing material
clogs the torch cutting tip and reduces its service life.
The cutting arc is unstable, goes out and "shoots"
1. Worn cutting tip or electrode
2. High air pressure
3. Polluted air
4. Uncaptured water condensate
Notice
An unstable arc causes very intense interference that can cause the machine
control system to collapse or endanger surrounding equipment!
Conical cut
1. If a crooked incision occurs (see Fig. 15), switch off the machine, release
the shield cup and rotate the cutting tip by about 1/4 and try cutting again.
2. Damaged cutting tip and electrode.
3. The position of the torch is not perpendicular to the material
4. Large distance of the torch from the material
5. Worn electrode or cutting tip
Max 15
o
Fig. 13
Fig. 14
Fig. 15







































































