

























34
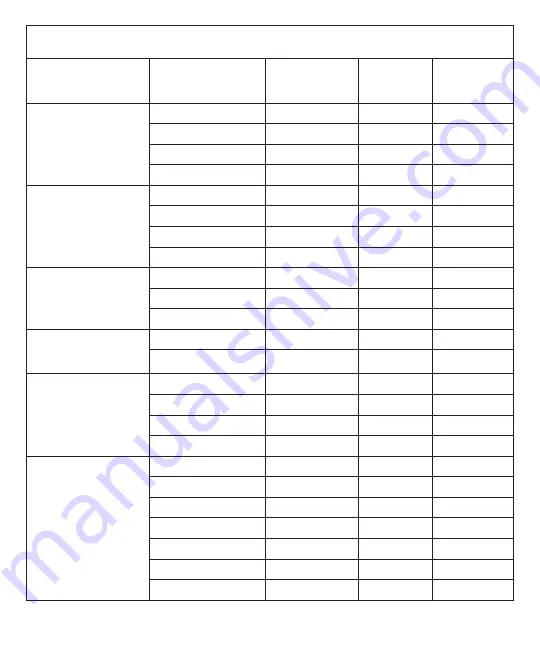
Tableau 2 – Guide recommandé pour les numéros de teinte
(adapté de la norme Z49.1-2012 de l’ANSI)
Fonctionnement
Taille de l’électrode
mm (po)
Intensité de l’arc
(ampères)
Teinte de
protection
minimale
N° de
teinte
recommandé*
Soudage à l’arc avec
électrode enrobée
(procédé SMAW)
Moins de 2,4 (3/32)
< 60
7
—
2,4 à 4,0 (3/32 à 5/32)
60 à 160
8
10
4,0 à 6,4 (5/32 à 1/4)
160 à 250
10
12
Moins de 6,4 (1/4)
250 à 550
11
14
Soudage à l’arc sous gaz
avec fil plein (procédé
GMAW ou MIG) et
soudage à l’arc avec fil
fourré (procédé FCAW)
< 60
7
—
60-160
10
11
160-250
10
12
250-500
10
14
Soudage à l’arc sous
gaz avec électrode de
tungstène (procédé GTAW
ou TIG)
< 50
8
10
50-150
8
12
150-500
10
14
Découpage à l’arc avec
électrode de carbone –
Air (procédé CAC-A)
Léger
< 500
10
12
Intense
500-1000
11
14
Soudage au plasma
(procédé PAW)
< 20
6
6-8
20-100
8
10
100-400
10
12
400-800
11
14
Découpage au plasma
(procédé PAC)
< 20
4
4
20-40
5
5
40-60
8
8
60-80
8
8
80-300
8
9
300-400
9
12
400-800
10
14







































































