




























Template machine - Touch screen E2
Pattern selection interface
8
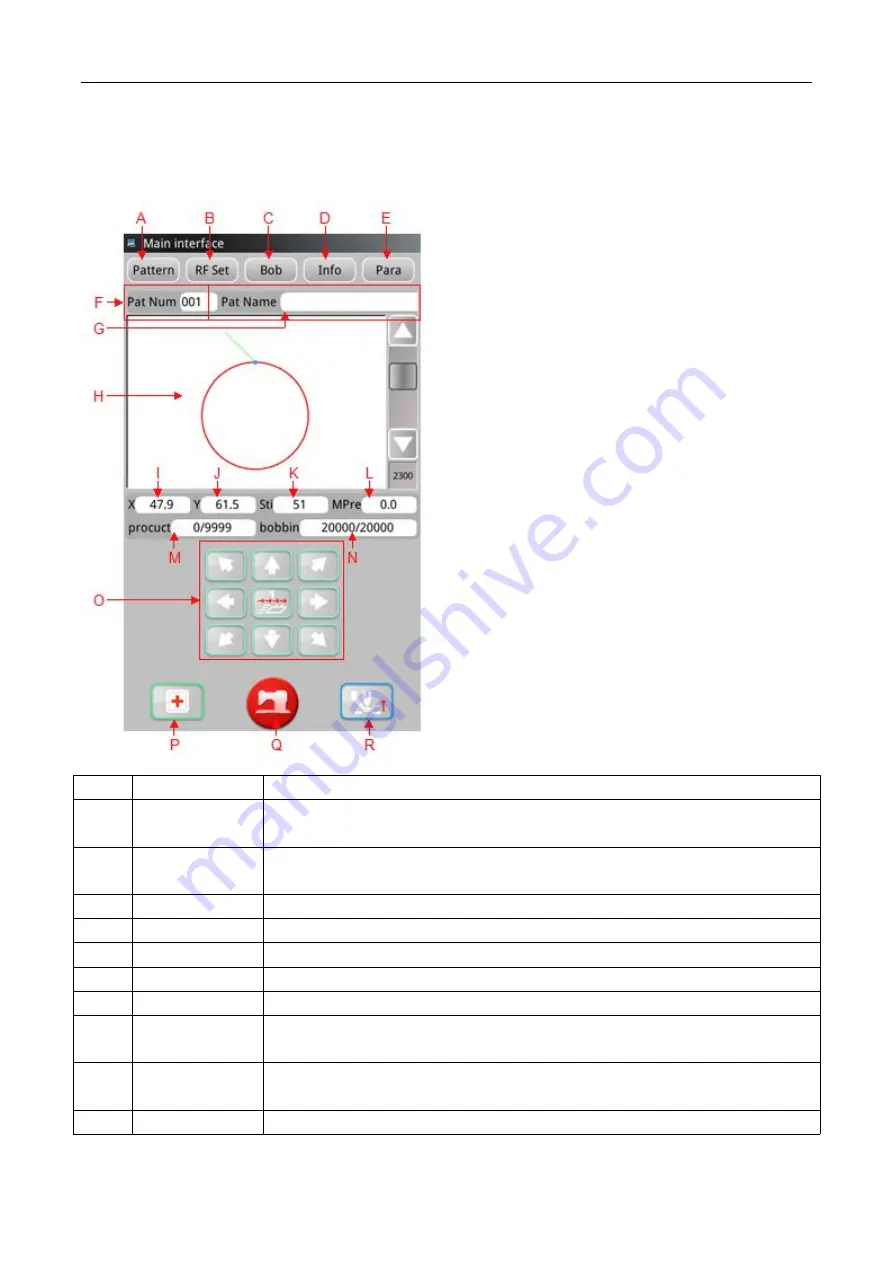
2 Pattern selection interface
After booting, it will directly enter the interface of pattern selection and display basic parameters of pattern.
No.
Function
Description
A
Design
management
Can choose, set pattern parameters, etc
B
The RF
registration
The current pattern can be written to the RF card
C
Winding.
Enter winding mode
D
information
You can view the action header statistics class information
E
Set up the
User parameters can be set
F
Figure no.
Displays the current pattern number
G
Pattern name
Displays the current pattern name
H
Pattern
preview area
Click the pattern preview area to view basic pattern information and
preview patterns
I
X-direction
range
Displays the current pattern X direction range
J
Y-direction
Displays the current pattern Y direction range
Summary of Contents for ZJ-M3-S500-SF-LK2-V2
Page 1: ...模板机 触摸屏 E2 Template machine Touch screen E2 2019 01 ...
Page 4: ......
Page 15: ...模板机 触摸屏 E2 概要说明 3 1 3 主界面 开机后将直接进入 花样选择 界面 单击 可进入 花样缝制 界面 花样选择界面 花样缝制界面 ...
Page 18: ...概要说明 模板机 触摸屏 E2 6 在 读取花样 界面单击想要缝制的花样 选中该花样 单击 回车 确认花样并自动返回到 花样选择 界 面 在 花样选择 界面 单击 可进入 花样缝制 界面 ...
Page 37: ...模板机 触摸屏 E2 花样选择界面 25 旋转切刀电机 旋转切刀复位 提升气缸 压料气缸 切刀启动 切刀提升汽缸原点信号 直线切刀 21 直线切刀动作模拟 22 直线切刀原点传感器状态 ...
Page 46: ...花样缝制界面 模板机 触摸屏 E2 34 单击 退出 后 返回花样缝制界面 ...
Page 51: ...模板机 触摸屏 E2 花样管理 39 在 读取花样 界面 选中花样后 单击 修改 可 进入 花样修改 界面 修改花样 ...
Page 52: ...设置 模板机 触摸屏 E2 40 5 设置 在 花样选择 界面或 花样缝制 界面 按下 设置 键 进入 设置 界面 ...
Page 72: ...绕线 模板机 触摸屏 E2 60 6 绕线 在 花样缝制 或 花样选择 界面 单击 绕线 可进入 绕线 界面 ...
Page 76: ...信息 模板机 触摸屏 E2 64 6 输入分期密码 按下 密码 1 键 进入第一期密码设置界面 要求输入第 一个有效日期 选择合适的日期后 按 确认 ...
Page 77: ...模板机 触摸屏 E2 信息 65 然后进入密码设置界面 输入密码 日期不能小于系统日期 密码输入要求确认 两次密码必须一致 ...
Page 81: ...模板机 触摸屏 E2 信息 69 7 2 穿线示意 在 信息 界面下 单击 穿线示意 进入 穿线示意 界面 穿线时 请参阅 ...
Page 93: ...模板机 触摸屏 E2 附录 2 81 9 附录 2 9 1 电控箱连接示意图 图 1 电控箱连接示意图 ...
Page 94: ...附录 2 模板机 触摸屏 E2 82 9 2 操作箱示意图 图 2 操作箱示意图 ...
Page 95: ...模板机 触摸屏 E2 附录 2 83 9 3 系统框图 MHSC4056 2E2 B MBJ 三丝杠模板机 ...
Page 96: ......
Page 190: ...Template machine Touch screen E2 Appendix 2 94 9 3 Control System Diagram MHSC4056 2E2 B MBJ ...





















































