



























Operation manual
IM 240-i
Seite 13
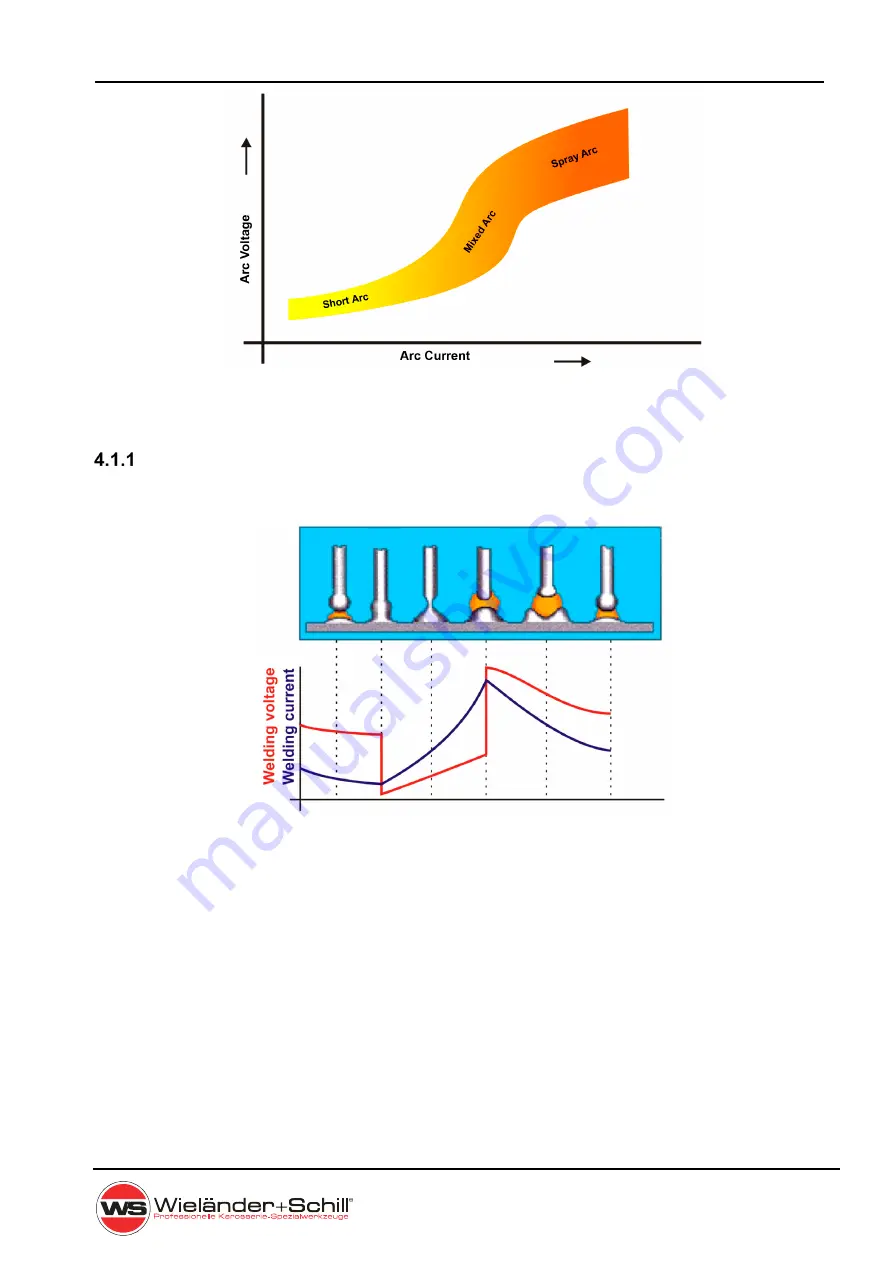
Arc ranges for 1.0mm Fe G3Si wire
Short Arc
The short arc occurs in the
lower power range
, at lower current intensities and
arc voltages.
Short arc transfer time
The arc length changes cyclically. Thus, working point shifts of welding current and welding
voltage are connected. In the phase of droplet detachment, by approaching the droplet to
the melt, the arc flash voltage decreases until the droplet passes into the molten bath. There
is a short circuit, the current increases according to the inductance of the welding circuit up
to the maximum short-circuit current. The current increase rate of the current source
determines the type of droplet separation significantly. After re-ignition of the arc, the voltage
increases suddenly. The welding current drops again and adjusts itself according to the
position of the arc operating point on the current source characteristic. The course of the
instantaneous welding current is essentially determined by the dynamic properties of the
welding current source. In modern welding power sources, these properties are generated
selectively by means of control and regulation. During the drop short, the measurable
voltage does not completely collapse, as the heated free wire length has a distinctively
dynamically changing resistance. This process is repeated between 20 to 100 times per
second.







































































