

























12
• La tension de la source d’alimentation doit correspondre à la valeur indiquée sur la plaque signalétique. Les
câbles de rallonge doivent posséder une section de conducteur d’au moins 3 x 1,5 mm
2
et une capacité d’au
moins 10 A. Vérifier que les câbles extérieurs ont été correctement branchés, que l’interrupteur de l’outil est
en position OFF, régler les potentiomètres de commande de la température et de la vitesse sur 0, actionner la
poignée du levier vers le bas pour désengager le rouleau de pression, puis insérer la fiche.
• Mettre l’outil sous tension et sélectionner la température et la vitesse souhaitées, prendre plusieurs matériaux
étroits pour réaliser des soudures d’essai. La température sélectionnée peut varier pour le même matériau,
selon les différentes températures ambiantes et épaisseurs de matériau. Pour déterminer le meilleur résultat de
soudage, régler la vitesse à environ 2 m/min, puis l’augmenter par petits incréments entre la basse et la haute
température (environ 250 – 350 °C).
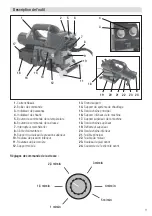
Principe de fonctionnement
Mise en service
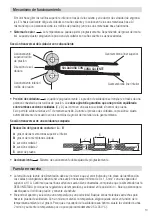
PANNE CHAUFFANTE
Sens de soudage
Revêtement géomembrane supérieur
Revêtement géomembrane inférieur
Rouleau d’entraînement/
de pression inférieur
Rouleau d’entraînement/
de pression supérieur
•
Système de chauffage
La température peut être réglée en continu. La position de la panne chauffante
peut être réglée en continu selon les besoins, en fonction de l’épaisseur du matériau.
Le moteur fait tourner les rouleaux de pression supérieur et inférieur via le réducteur et la chaîne. Les chariots
coulissants entraînent la panne chauffante et l’insèrent entre les deux matériaux de base. En même temps, le
levier appuie sur les rouleaux de pression et soude les deux matériaux de base fondus.
•
Pression de soudage
Elle est réglable en continu. La pression de soudage est transmise aux rouleaux
de pression via un levier à genouillère. La
tête pivotante garantit l’égalisation de la pression sur les deux
sections soudées (C et D) ainsi que sur un cordon de soudure sans canal de contrôle.
Ainsi, les joints en T peuvent être soudés aisément. Au cours du processus de soudage, la pression se règle
automatiquement de manière linéaire, en fonction du changement d’épaisseur de matériau du revêtement
géomembrane.
Schéma en coupe du système de panne chauffante
Réduction de l’épaisseur de la soudure = A – B
A :
épaisseur de la membrane supérieure et inférieure
B :
épaisseur du cordon de soudure
C :
section soudée 1
D :
section soudée 2
E :
canal de contrôle
C
D
A
E
B
B
Schéma en coupe d’une soudure par recouvrement
•
Entraînement
Système à double entraînement, réglable en continu.







































































