





























上海维宏电子科技股份有限公司
SHANGHAI WEIHONG ELECTRONIC TECHNOLOGY CO., LTD.
20
/
36
3.3
Set Valve Control Process
This operation is used to define the turning on/off sequence and delay time for
valves in current machining mode.
To set valve control process, do the following:
1.
Click
→
Valve Control
.
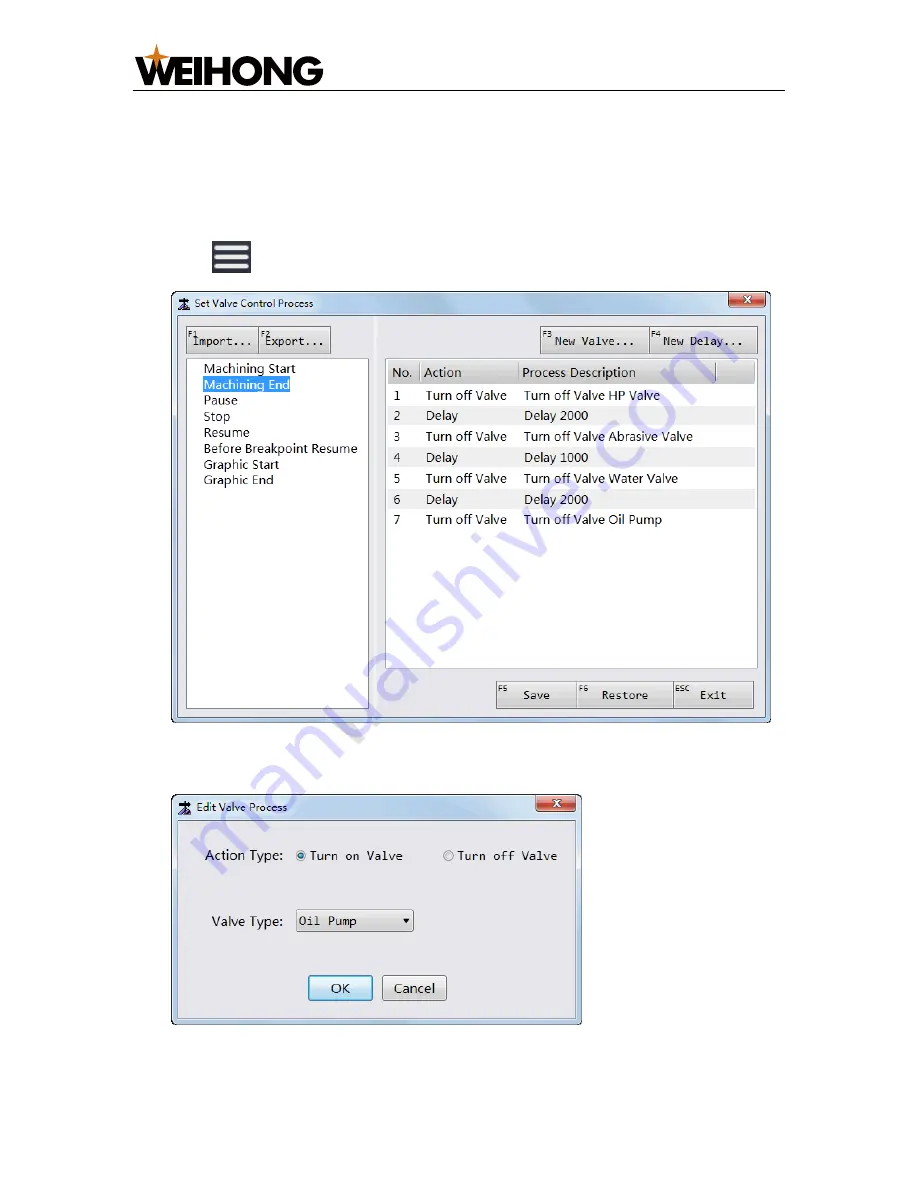
Set Valve Control Process
dialog box pops up:
2.
Select the target machining mode on the left, and double click the target action
on the right.
Edit Valve Process
/
Edit Delay Process
dialog box pops up:
3.
Modify the action type and valve type/ delay time.







































































