








6.
Sealing faces on mechanical seals should not be
touched with anything but fingers or a clean cloth. A
tapered sleeve is available, at extra cost, for Q, QS and
M pumps from Viking Pump Division for seal installation
on shaft.
Refer to Figure 8
. LS pump shaft is tapered
and an installation sleeve is not available.
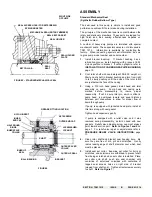
7.
Install rotating member of seal. Slide spring over shaft
into seal chamber and onto set collar pilot. Center
spring adapter (Q, QS, M size only) against back of
metal retainer so spring will push against adapter and
not work itself over back of mechanical seal. Place
tapered sleeve on shaft.
Refer to Figure 8
. Apply a
liberal coating of SAE-30 non-detergent oil to large
diameter portion of shaft, tapered sleeve and to inside
diameter of seal rubber parts. Start rotary member,
carbon face out, onto shaft and push along shaft until
spring is centered against adapter.
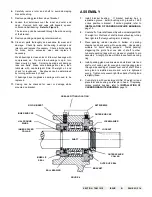
Install Stationary Seal Seat. Lubricate outside diameter
of seal o-ring seat gasket and flush lapped face with
lube oil. Press stationary seat by installing seal holder
and secure to machined face of bracket with seal holder
plate. Tighten nuts securing seal holder evenly so seal
holder will not be distorted.
Refer to Figure 7
.
Remove tapered installation sleeve.
8.
Slide inner spacer collar over shaft with recessed end
facing rotor. Q, QS and M size bearing spacer collars
are not recessed.
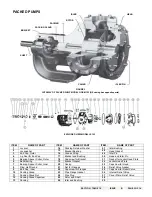
Place pair of half round rings on shaft and slide inner
bearing spacer collar over half round rings to lock them
in place. There is no pair of half round rings on Q, QS
and M size pumps
. Refer to Figure 6
, page 9.
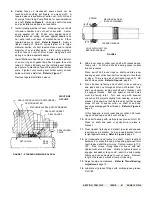
9.
Press lip seal, lip facing end of shaft, in inner end cap
and insert end cap through shaft end of bracket. Turn
end cap clockwise, looking at shaft end of bracket, until
it engages threads. End cap spanner wrench holes
must be facing rotor. Turn end cap with spanner
wrench until it projects slightly from opening on side of
bracket. End cap must not be turned so far that lip seal
drops off end of spacer collar on shaft or end cap
becomes disengaged from threads.
Refer to Figure 6,
page 9.
If this happens, remove inner spacer collar, half round
rings and end cap and start over at Step 8.
10.
Pack ball bearing with multi-purpose grease, NLGI #2.
Place on shaft and push or gently drive in place in
bracket.
11.
Press lip seal, lip facing end of shaft, in outer end cap and
insert end cap in bracket. Turn end cap in bracket until it
is tight against bearing.
Refer to Figure 6
, page 9.
12.
Put lockwasher and locknut on shaft. Insert length of
hardwood or brass through port opening between rotor
teeth to keep shaft from turning. Tighten locknut to 170-
190 - ft.lbs. torque. If tang does not line up with slot,
tighten locknut until it does. Failure to tighten locknut or
engage lockwasher tang could result in early bearing
failure and cause damage to rest of pump. Remove
length of hardwood or brass from port opening.
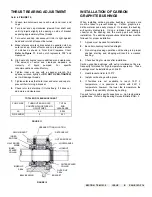
13.
Adjust pump end clearance.
Refer to Thrust Bearing
Adjustment,
page 12.
14.
Lubricate all grease fittings with multi-purpose grease,
NLGI #2.
SECTION TSM 151.2
ISSUE B
PAGE 10 OF 14
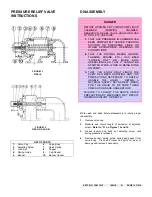
FIGURE 8
FIGURE 7 – STANDARD MECHANICAL SEAL
SET COLLAR
SEAL
SEAT
SEAL HOLDER
PLATE
SEAL HOLDER
SEAL SEAT GASKET
SEAL ACCESS HOLE (FOR SETSCREWS)
SPRING ADAPTER
MECHANICAL SEAL (ROTARY MEMBER)
RIGHT SIDE
OF PUMP
COAT WITH LIGHT OIL
BEFORE ASSEMBLY
TAPERED SLEEVE
SPRING
MECHANCIAL SEAL
(ROTARY MEMBER)







































































