E614EN_03.DOC
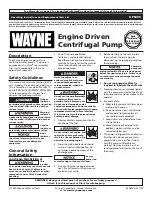
Setting
work
11
X
3
4
W
5
3 Punch
guide
4 Punch
(2/3.5/P5)
5
The four types of dies
(2, 3.5, P5)
W Workpiece
X
Clearance between sheet
surface and punch guide
Clearance between die and punch guide
Note
The distance between the sheet surface and the punch (x) must
remain as small as possible.
Does severe back-and-forth movement (hammering) occur
during the cutting process?
The reason is an unsuitable die. Excessive tool wear and in-
creasing loads on the machine are the result.
¾
Use the die with the greatest feasible height.
Use the die with the
greatest feasible height
Fig. 52810