



























15
2.3 TIG Spot Display
INSTALLATION & OPERATION
1
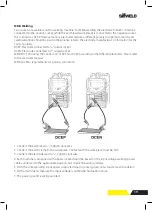
§3.2.4 TIG Spot display introduction
1. Pre-Flow
: 0.1~2.0s.
2. Current
: 10~200A.
3. T
on
display
: 0.1~1.0s.
4. T
off
display
: OFF~10.0s.
5. Post-Flow
: 0.0~10.0s.
1. Pre-Flow:
0.1~2.0s.
2. Current:
10~200A.
3. Ton display:
0.1~1.0s.
4. Toff display:
OFF~10.0s.
5. Post-Flow:
0.0~10.0s.
Post current setting
Available in 4T trigger mode only, sets a welding current 5~100% of the peak welding current activated
when the trigger is held on to ‘unlatch’ the trigger before the weld is finished. If downslope is set, the
current will go through the downslope period before going to the end current set. When the trigger is
released, the arc will stop.
Post-Flow setting
Controls the period of time the shielding gas continues to flow for after the arc is stopped. This
protects the weld area and torch tungsten from contamination while it is still hot enough to react with
atmospheric gases, after the weld is finished. Unit (S) and setting range (0.0~10.0S).
Pulse welding
Pulse welding mode switches the welding output between a high and low current output in a cyclical
manner. When used correctly this function has substantial benefits in the TIG welding process including
greater weld penetration for less work heat input and greater control of the weld pool.
Summary of Contents for Evolution TS200DC
Page 27: ...27 Notes ...





















































