




























14
Welding process select key (9)
Synergic Function
The operator simply sets the welding current like MMA or TIG welding and the machine calculates the
optimal voltage and wire speed for the material type, wire type and size and shielding gas being used.
Obviously other variables such as welding joint type and thickness, air temperature affect the optimal
voltage and wire feed setting, so the program provides a voltage fine tuning function for the synergic
program selected. Once the voltage is adjusted in a synergic program, it will stay fixed at this variation
when the current setting is changed. To reset the voltage for a synergic program back to factory default,
change to another program and back again.
The synergic programs are given a number from 1-17, this is accessed on the L display (3) using the
L knob (14), indicator ‘P’. To select the relevant program for the welding application, check the chart
printed on the inside door of the welding machine or further on in this manual.
Single Pulse Function
Pulse allows the arc to enter spray transfer at lower currents and feed speeds than manual allowing
faster welding with high deposition and smaller heat effected zones due to the extra arc energy
provided at peak of pulse. Used for stainless or aluminum edge or seam welds.
Double-Pulse Function
Double pulse allows more precise control of heat input as “peak” is offset by “base” allowing puddle
stability. It is mainly used in aluminum alloy welding for strong penetration with narrow bead and
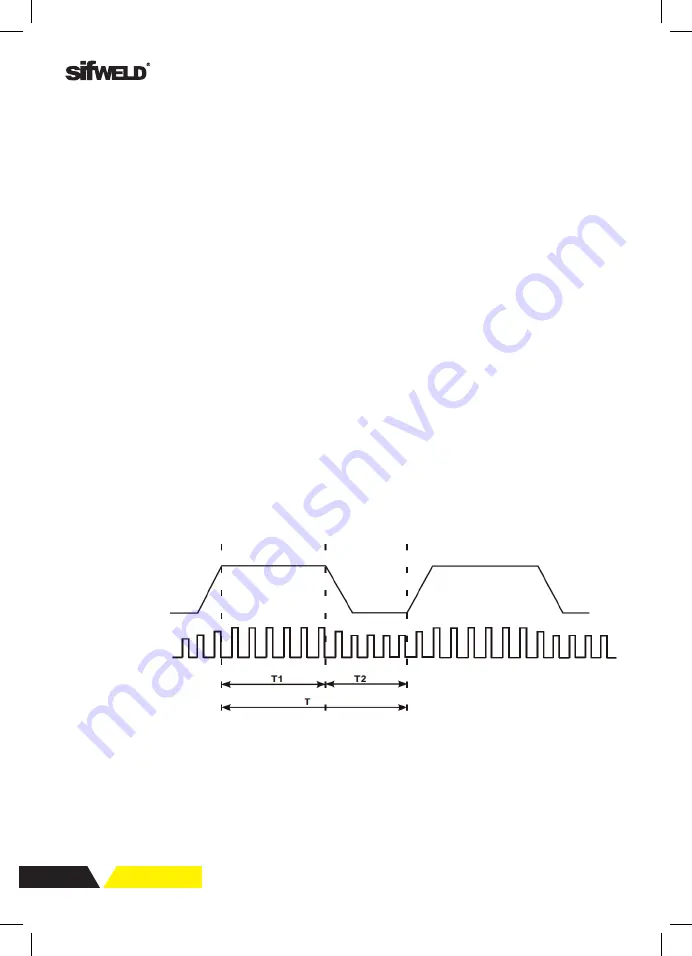
smooth surface. It can produce the ripple effect of a TIG weld without torch modulation. Dual pulse
reference waveform as shown below:
PANEL FUNCTIONS & DESCRIPTIONS
12
DUAL PULSE FREQUENCY
Set pulse frequency, as shown in Figure regulating the value of time T, namely, ripple
pattern of density regulation. Higher Hz produces many short ripples with slightly lower
penetration.
DUAL PULSE DUTY
Set strong pulse time T1 (peak) for penetration and low-frequency cycle T2 ratio
(cooling), namely the regulation of the proportion of the ripple pattern on weld puddle
surface and resulting depth in groove.
Synergic Function (12) (13)
This makes the setup of MIG welding more simple, the operator simply sets the welding
current like MMA and the machine calculates the optimal voltage and wire speed for the
material type, wire type and size and shielding gas being used. Obviously other variables
such as welding joint type and thickness, air temperature affect the optimal voltage and
wire feed setting, so the program provides a voltage fine tuning function for the synergic
program selected. Once the voltage is adjusted in a synergic program, it will stay fixed at
this variation when the current setting is changed. To reset the voltage for a synergic
program back to factory default, change to another program and back again.
The synergic programs are adjusted by using key (9) and (12) (14). To select the
relevant program for the welding application, check the chart printed on the inside door
of the wire feeder or further on in this manual.
Wire Feed
Current







































































