_________________________________________________________________________________________
schunk.com
XND.00019.003_A – 10/2018
28
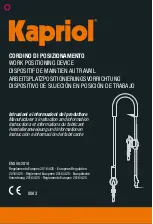
4.1.1
On machine table with T-slots
"Cross" alignment in T-slot:
with alignment and centring set for the matching
size of T-slot.
Lateral fixing with clamping claws and clamping
screws for clamping claws.
4.1.2
On machine table with Ø12 / M12 grid holes, grid spacing 40 or 50 mm
The positioning holes have a tolerance of F7 so that,
in the case of extreme tolerance positions, the
clamping rails can be positioned without force.
Positioning and fixing with two Ø12 f7 / M12 fitting
screws, one each in the first and last positioning
holes of the clamping rail.
Additional fixing is possible with normal M12
cylinder screws
in the other fixing holes.
Torque max. 70 Nm
4.1.3
On VERO-S zero-point clamping system
The clamping rail is fitted with an interface to
attaching the clamping bolt for the VERO-S
quick-change palleting system.
Clamping bolts are fitted depending on the length of
the rail:
- from above with DIN 912, M12x25 cylinder
screw
- from below with DIN 912, M10x45 cylinder
screw
Up to rail length of 500: with two clamping bolts.
With rail lengths of 600 and 650: with three
clamping bolts.
The clamping rail can also be produced at the factory with customer-specific positioning and
fixing holes as well as with location recesses for various commonly available zero point
clamping systems.