





























21
Set up and operation for DC PULSE TIG Welding Razor16O/2OO TIG-MMA
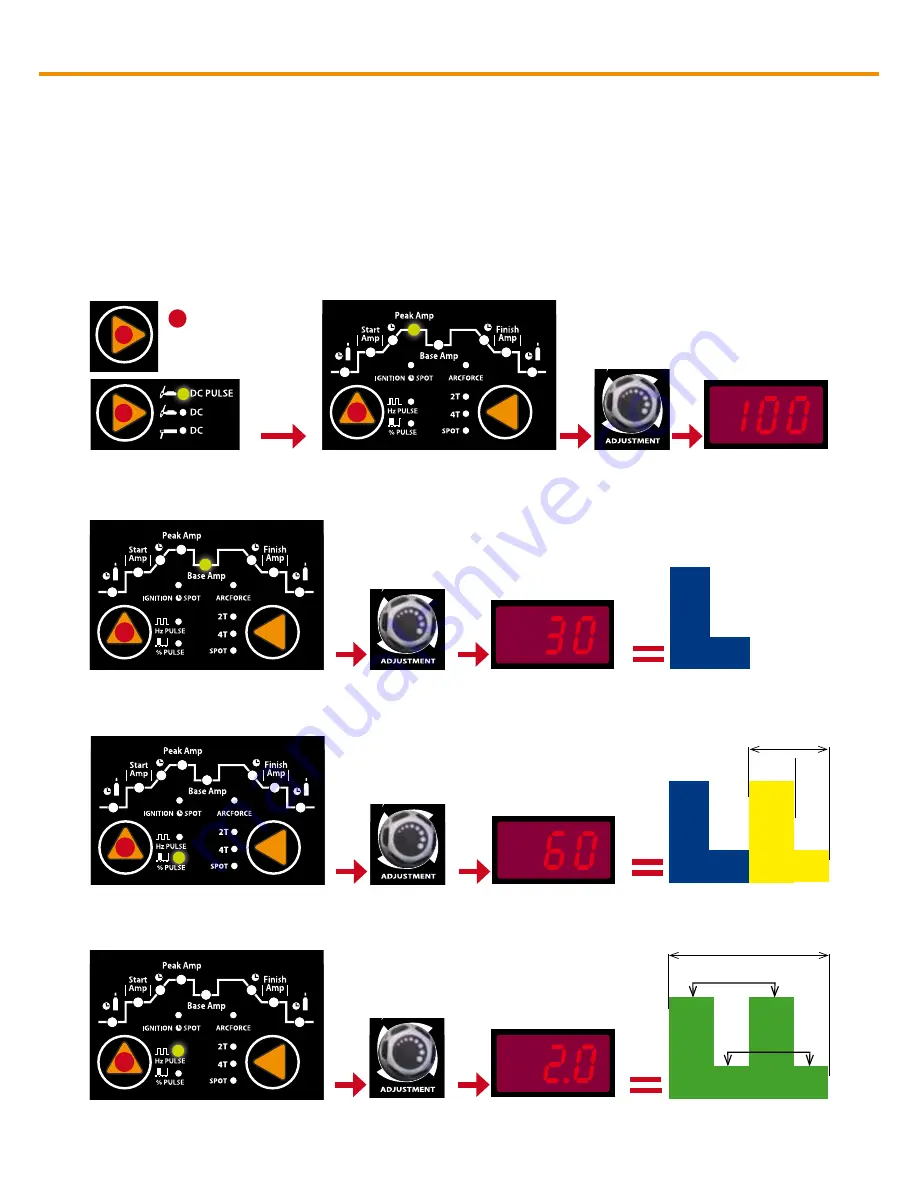
1. Select DC Pulse by pushing
selector button to cycle through to
illuminate DC Pulse icon.
Indicates Active
Selector Button
2. Select Peak Amp by pushing the selector
button to cycle through to illuminate the Peak
Amp Icon
3. Rotate the Adjustment Encoder Knob to set
the Peak Amp at 100A
(Range is 10-200 Amps)
4. Select the Base Amp by pushing the
selector button to cycle through to illuminate
the Base Amp Icon
5. Rotate the Adjustment Encoder Knob to set
the Base Amp at 30A - (Range is 10-200 Amps)
100A
30A
Peak
Amp
Base
Amp
7. Rotate the Adjustment Encoder Knob to set the
Pulse Width at 60% - (Range is 10 - 90%).
6. Select the Pulse Width (on time of the
Peak Amp) by pushing the selector button to
cycle through to illuminate the % Pulse Icon
100A
30A
Peak
Amp
Base
Amp
100A
60%
30A
40%
Peak Amp
On Time
Pulse Width
8. Select the Pulse Frequency by pushing the
selector button to cycle through to illuminate
the Hz Pulse Icon
9. Rotate the Adjustment Encoder Knob to set the
Pulse Frequency to 2 Hz - (0.5 - 200Hz)
Peak
Amp
Base
Amp
100A
60%
30A
40%
100A
60%
30A
40%
The Razorweld TIG machine has digital pulse frequency control. All the parameters for DC Pulse Tig
welding - Peak Amp, Base Amp, Pulse Frequency and Pulse Width are easy to set via the digital control
panel.
EXAMPLE OF PULSE DC TIG WELDING - SETUP PARAMETERS:
Material = Stainless Steel x 5/64 / Tungsten Electrode = 1/16 2% Thoriated / Gas = Argon
The following steps are a guide as a starting point for you to set the machine up in Pulse mode to give an
example of welding in Pulse mode function. You can experiment by changing any of the variables to see
what effect it has over the welding and what the end result can be, but it is suggested to change only one
variable at a time and then check the welding to see what the result is, in this way you acquire a better un-
derstanding of how each variable affects the welding current.
Time = 1 Second (Hz)
Summary of Contents for KUMJRRW160
Page 35: ...NOTES ...