39
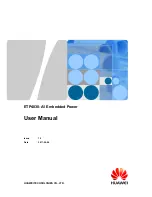
Valve
grinding
tool
valve seat completed is within specified range.
Standard
Maintenance limit
1 mm
2.2 mm
e)
Slightly grind with by 45° grinder to remove any burr on the edge of valve seat.
f)
After reshaping the valve seat, check the width
of valve seat. Use only the colorant on valve
cone face, to insert the valve and press the
valve several times with effort, but ensure that
the valve does not rotate on the valve seat.
The surface of valve seat is evenly dyed with
colorant as shown in the figure, which shows
that complete cycle of the valve seat is in
good contact with tapered face of the valve.
g)
Apply abrasive to valve seat surface, rotate
valve grinding tool to grind the valve seat.
h)
Check valve clearance after the assembly.
1 mm