

















NO
7
forsøk på å skjære gjenger. Hvis
arbeidsemnet kan files uten problemer,
kan det også gjenges.
GJENGETAPPER (TIL INNVENDIG
GJENGE)
MERK!
• Ved gjenging av bunnhull skal
boredybden tilpasses slik at det er
tilstrekkelig plass til spon og til
gjengetappens inngangsgjenger.
Inngangsgjengene ved gjengetappens
spiss har ikke full høyde og skjærer
derfor ikke fullstendige gjenger.
• Materialet som avvirkes under gjenging
danner spon som fyller gjengetappens
sporkanaler. Dette sponet må fjernes
regelmessig for at gjengetappen ikke skal
bli overbelastet. Vri et stykke mot klokken
2 til 4 ganger ved hver omdreining,
avhengig av hvor stor motstand
gjengetappen gjør mot vridning – hvor
ofte du må fjerne spor avhenger av
materialets egenskaper, hulltoleranser
etc. Smøring av skjæreeggene under
gjenging gir bedre gjenge og lengre
levetid for gjengetappen.
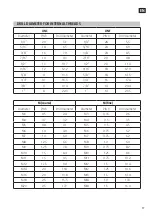
1. Velg gjengetapp for ønsket
gjengediameter, svingjern for
gjengetapp samt riktig borediameter for
gjengediameteren i henhold til tabellen
«Borediametere for innvendige gjenger»
etter dette avsnittet.
– Hulldiameteren må passe til den
ønskede gjengediameteren innen
snevre toleranser. For stor
hulldiameter resulterer i gjenge med
utilstrekkelig profilhøyde, og for liten
hulldiameter medfører
overbelastning av gjengetappen og
skader på gjengetappe og
arbeidsemne.
SYMBOLER
Les bruksanvisningen.
Godkjent i henhold til gjeldende
direktiver/forskrifter.
TEKNISKE DATA
Antall deler
16 stk.
Materiale
Legert stål
Vekt 500 g
BESKRIVELSE
For reparasjon og opprettelse av innvendige
og utvendige gjenger. Settet inneholder
gjengetapper og gjengesnitt i disse målene:
M3x0,5
M4x0,7
M5x0,8
M6x1,0
M8x1,25
M10x1,5
M12x1,75.
Leveres sammen med gjengekluppe og
M3-M12 svingjern.
BRUK
MERK!
• Les disse anvisningene nøye før bruk, og
ta vare på dem for eventuell fremtidig
bruk. Følg alle anvisninger nøye for best
gjengingsresultat og lang
produktlevetid.
• Gjengetapper og gjengesnitt er
presisjonsverktøy. De er laget av
stållegering av høy kvalitet, herdet og
oksidert til hardhet 58–61 HRC.
Kontroller arbeidsemnets hardhet med
en vanlig metallfil før du gjør noen