46
Drehzahl erreicht hat. Senken Sie den Werkzeugkörper,
und schieben Sie das Werkzeug flach und gleichmäßig
über die Oberfläche des Werkstücks vor, bis der Schnitt
vollendet ist.
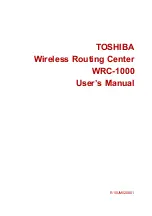
Beim Schneiden von Kanten sollte die
Werkstoffoberfläche sich in Vorschubrichtung links vom
Einsatz befinden.
1
2
3
4
4
2
001984
ANMERKUNG:
•
Wenn Sie das Werkzeug zu schnell vorschieben,
wird der Schnitt schlecht, oder Einsatz und Motor
werden beschädigt. Wenn Sie das Werkzeug zu
langsam vorschieben, kann der Schnitt verbrennen
oder beschädigt werden. Die richtige
Vorschubgeschwindigkeit hängt von der Größe des
Einsatzes, der Art des Werkstücks und der
Schnitttiefe ab. Bevor Sie den Schnitt am
Werkstück ausführen, ist es ratsam, einen
Probeschnitt an einem Abfallstück zu machen. So
erkennen sie genau, wie der Schnitt aussehen wird,
und Sie können die Abmessungen überprüfen.
•
Wenn Sie die Führungsschiene oder
Zuschneideführung verwenden, bringen Sie sie in
Vorschubrichtung auf der rechten Seite an. Dies
hält sie eng an der Seite des Werkstücks.
Abb.9
Führungsschiene
Abb.10
Die Führungsschiene wird effektiv beim Anfasen oder
Nuten für Geradschnitte verwendet.
Bringen Sie die Führungsschiene mit der
Klemmschraube (B) am Führungshalter an. Führen Sie
den Führungshalter in die Löcher im
Werkzeuggleitschuh ein, und ziehen Sie die
Klemmschraube (A) an. Um den Abstand zwischen
Einsatz und Führungsschiene einzustellen, lösen Sie die
Klemmschraube (B) und verstellen die
Feineinstellschraube (1,5 mm pro Umdrehung). Ziehen
Sie am gewünschten Abstand die Klemmschraube (B)
zur Sicherung der Führungsschiene an.
Abb.11
Sie können die Führungsschiene wie gewünscht
verlängern, indem Sie ganz einfach in die Löcher an der
Schiene Holzleisten anschrauben.
Abb.12
Bei Verwendung eines Einsatzes mit großem
Durchmesser bringen Sie Holzleisten an der
Führungsschiene an, die eine Stärke von mehr als 15
mm haben, damit der Einsatz nicht die Führungsschiene
durchschlägt.
Achten Sie beim Schneiden darauf, dass die
Führungsschiene eng an der Seitenkante des
Werkstücks anliegt.
Wenn der Abstand zwischen der Seite des Werkstücks
und der Schneideposition zu breit für die
Führungsschiene ist, oder wenn die Seite des
Werkstücks nicht gerade ist, kann die Führungsschiene
nicht verwendet werden. In diesem Fall bringen Sie ein
gerades Stück Pappe am Werkstück an und verwenden
dieses als Führung für den Kantenfräseschuh. Schieben
Sie das Werkzeug in Pfeilrichtung vor.
Abb.13
Führungsschiene für die Feineinstellung
(Zubehör)
Abb.14
Bei montierter Oberfräse
Setzen Sie die zwei Stäbe (Stab 10) in die äußeren
Montageschlitze des Führungshalters ein, und sichern
Sie diese durch Festziehen der zwei Klemmschrauben
(M15 x 14mm). Prüfen Sie, dass die Flügelmutter (M6 x
50mm) festgezogen ist, schieben Sie dann die
Montageeinheit der Oberfräsenbasis auf die zwei Stäbe
(Stab 10), und ziehen Sie die Klemmschrauben an der
Basis fest.
Feinanpassung zur Positionierung des
Einsatzes in Bezug zur Führungsschiene
Abb.15
1.
Lösen Sie die Flügelmutter (M6 x 50 mm).
2.
Sie können die Flügelmutter (M10 x 52 mm) zum
Anpassen der Position drehen (eine Umdrehung
korrigiert die Position um 1 mm).
3. Ziehen Sie nach Abschluss der Anpassung die
Flügelmutter (M6 x 50 mm) sicher fest.
Der Skalaring kann extra gedreht werden, so können Sie
die Skala auf Null (0) ausrichten.
Breitenänderung der Gleitbacke
Lösen Sie die mit Kreisen markierten Schrauben, um die
Breite der Gleitbacke nach links und rechts zu ändern.
Ziehen Sie nach dem Ändern der Breite die Schrauben
wieder sicher fest. Der Änderungsbereich für die
Gleitbackenbreite (d) liegt zwischen 280 mm und 350
mm.
Abb.16
Abb.17
Abb.18
1. Werkstück
2. Einsatz-Drehrichtung
3. Ansicht von oben auf das Werkzeug.
4. Vorschubrichtung
Summary of Contents for RP2301FCX
Page 7: ...5 46 005132 47 005133 48 005134 49 005135 ...
Page 79: ...77 ...
Page 80: ...78 ...
Page 81: ...79 ...
Page 82: ...80 Makita Corporation Anjo Aichi Japan www makita com 884877D972 ...