172
www.magmaweld.com
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ID 65 PX / ID 65 P
RU
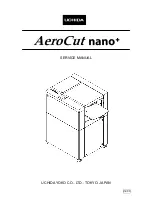
Рисунок 2 : ID 65 P - Вид спереди и сзади
9
8
10
11
12
13
1
2
5
6
7
3
4
8-
Ручка регулятора давления газа
9-
Воздушный фильтр
10-
Переключатель вкл./выкл.
11-
Соединение силового кабеля
12-
Вентилятор
13-
Коннектор дистанционного управления
1-
Ручка для переноса
2-
Индикатор давления газа ручной регулировки
3-
Коннектор горелки
4-
Подсоединение клеммы заземления (+)
5-
Цифровой экран
6-
Кнопка выбора режима резки
7-
Ручка регулятора
Техническая информация
Summary of Contents for ID 65 PX
Page 1: ...ID 65 PX ID 65 P 90 444 93 53 magmaweld com info magmaweld com 90 538 927 12 62 USER MANUAL...
Page 38: ...EN 38 www magmaweld com USER MANUAL ID 65 PX ID 65 P Circuit Diagrams ID 65 PX Annex...
Page 40: ......
Page 42: ......
Page 80: ...80 www magmaweld com BEDIENUNGSANLEITUNG DE ID 65 PX ID 65 P ID 65 P Anh nge...
Page 82: ......
Page 120: ......
Page 122: ......
Page 160: ......
Page 162: ......
Page 164: ...164 www magmaweld com ID 65 PX ID 65 P RU...
Page 165: ...165 www magmaweld com ID 65 PX ID 65 P RU MIG CV MMA VRD AED...
Page 166: ...166 www magmaweld com ID 65 PX ID 65 P RU n...
Page 167: ...167 www magmaweld com ID 65 PX ID 65 P RU...
Page 168: ...168 www magmaweld com ID 65 PX ID 65 P RU 10 2 TS EN 55011 100 IEC61000 3 12...
Page 169: ...169 www magmaweld com ID 65 PX ID 65 P RU 5 2 IEC 60974 9 a b c d e f g h 60974 9...
Page 170: ...170 www magmaweld com ID 65 PX ID 65 P RU IMF www magmaweld ru wr...
Page 175: ...175 www magmaweld com ID 65 PX ID 65 P RU 2 2 IEC 61000 3 12 30 40 C 2 1...
Page 176: ...176 www magmaweld com ID 65 PX ID 65 P RU 2 3 2 4 0 3 MW 0 2 5 2 5 1...
Page 177: ...177 www magmaweld com ID 65 PX ID 65 P RU 2 5 3 Magmaweld 5 1 2 5 2 5 5 185 4 6 208...
Page 178: ...178 www magmaweld com ID 65 PX ID 65 P RU 2 6 2 3 5 1...
Page 182: ...182 www magmaweld com ID 65 PX ID 65 P RU 3 1...
Page 183: ...183 www magmaweld com ID 65 PX ID 65 P RU M A 1...
Page 184: ...184 www magmaweld com ID 65 PX ID 65 P RU 4 4 64 5 5 80 4 8 70...
Page 185: ...185 www magmaweld com ID 65 PX ID 65 P RU...
Page 186: ...186 www magmaweld com ID 65 PX ID 65 P RU 1 4 2 3 2 5 1...
Page 187: ...187 www magmaweld com ID 65 PX ID 65 P RU 10 4 1 3 6...
Page 188: ...188 www magmaweld com ID 65 PX ID 65 P RU 4 2...
Page 189: ...189 www magmaweld com ID 65 PX ID 65 P RU...
Page 190: ...190 www magmaweld com ID 65 PX ID 65 P RU 4 3 E01 E02 E03 E04 E05 E07 E08 E09 E06...
Page 192: ...192 www magmaweld com ID 65 PX ID 65 P RU E27 E29 E30 E26 E28 E31...
Page 198: ...198 www magmaweld com ID 65 PX ID 65 P RU 5 5 ID 65 PX R S T IGBT IGBT...
Page 199: ...199 www magmaweld com ID 65 PX ID 65 P RU ID 65 P R S T IGBT IGBT...
Page 200: ...200 www magmaweld com ID 65 PX ID 65 P RU ID 65 PX 2 PACCO...
Page 201: ...201 www magmaweld com ID 65 PX ID 65 P RU ID 65 P 2 PACCO...
Page 202: ......
Page 204: ......
Page 239: ...239 www magmaweld com KULLANIM KILAVUZU ID 65 PX ID 65 P TR Devre emalar ID 65 PX Ekler...
Page 240: ...240 www magmaweld com KULLANIM KILAVUZU ID 65 PX ID 65 P TR ID 65 P Ekler...
Page 242: ......
Page 245: ......
Page 246: ......