





























Spirit II User’s Manual
Section 5: Torch Consumables and Cutting Charts
This information is subject to the controls of the Export Administration Regulations [EAR]. This information shall not be provided to
non-U.S. persons or transferred by any means to any location outside the United States contrary to the requirements of the EAR.
5-25
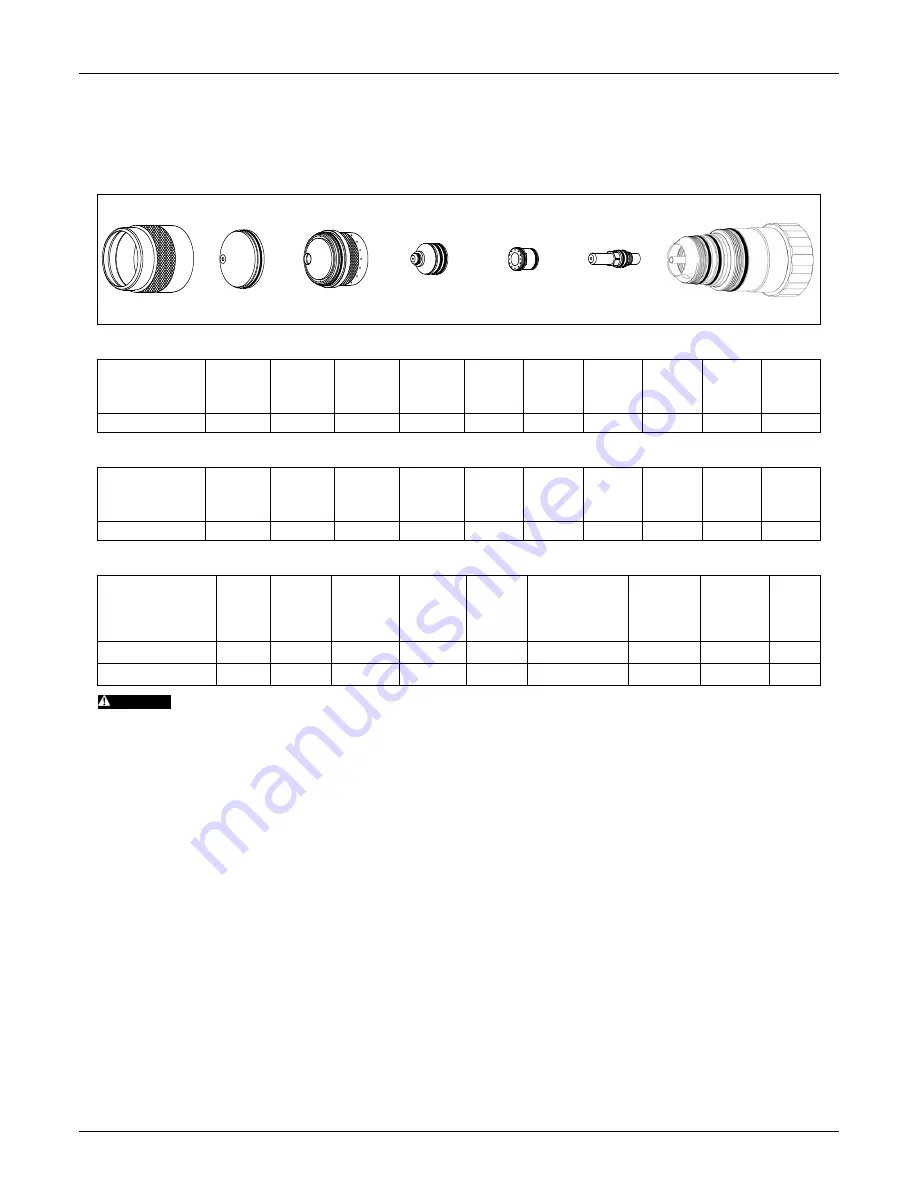
Stainless Steel - 70 Amps - Copper Electrode
H17 Plasma / Nitrogen Shield / Nitrogen Preflow & Postflow
(H17 = 17.5% Hydrogen / 32.5% Argon / 50% Nitrogen)
This gas combination gives the best cut quality and minimum dross levels
Shield Cap
Nozzle
Electrode
BK277150
BK277124
BK277132
Outer Cap
Retaining Cap
Swirl Ring
Torch Head
BK284150
BK277113
BK277140
BK279100
Imperial*
Material
Thickness
Preflow
Plasma
Shield
Postflow
Arc
Voltage
Travel
Speed
Cutting
Height
Pierce
Height
Pierce
Time
Kerf
Width
(in)
(psi)
(psi)
(psi)
(psi)
(volts)
(ipm)
(in)
(in)
(msec)
(in)
3/16
35
65
30
60
135
80
.100
.200
300
.090
Metric*
Material
Thickness
Preflow
Plasma
Shield
Postflow
Arc
Voltage
Travel
Speed
Cutting
Height
Pierce
Height
Pierce
Time
Kerf
Width
(mm)
(psi)
(psi)
(psi)
(psi)
(volts)
(mm/m)
(mm)
(mm)
(msec)
(mm)
5
35
65
30
60
135
2030
2.5
5.1
300
2.3
Marking* – For All Material Thicknesses
Type of Gas
Preflow Plasma
Shield
Postflow
Arc
Voltage
Travel
Speed
Marking
Height
Initial
Height
Pierce
Time
(Plasma) (Shield)
(psi)
(psi)
(psi)
(psi)
(volts)
(ipm) (mm/min) (in) (mm) (in) (mm) (msec)
Nitrogen Nitrogen
N/A
25
25
N/A
135
250
6350
.096 2.4 .100 2.5
0
Argon
Nitrogen
N/A
50
25
N/A
80
100
2540
.130 3.3 .100 2.5
0
WARNING
Do not connect H17 (combustible gas) to the gas inputs (Pre/Postflow, Plasma, or Shield) at the same time as
Oxygen or Air.
* Use an arc transfer height (ignition height) of .150” (3.8 mm) for cutting and .100” (2.5 mm) for marking.
(Revised 04/26/2013)







































































