

























43
fähigkeit des Combi-Reinigers entscheidend.
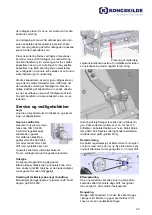
Die Unreinheiten aus dem Sieb- und Luftreiniger
werden bei der Sortierung von Braugerste in der
Regel getrennt gehalten, da die Kleinen Körner mit
den Unreinheiten aus dem Luftreiniger nicht ge-
mischt werden sollten. Die Abdeckplatte im Auslauf
(B) der Trogschnecke muß deshalb entfernt wer-
den. Für die Ableitung der kleinen Körner kann z.B.
ein Kongskilde TRL Gebläse mit Injektor verwendet
werden.
Sortierung
Die Grundsortierung beim Verkauf von Braugerste
ist normalerweise ein Sortiergrad von 90 % Körnern
größer als 2,5 mm. Diese Grundsortierung wird
somit im nachfolgenden vorausgesetzt.
Vor Sortierung der Braugerste ist es ein Vorteil, die
Sortiergüte des Ausgangsmaterials (der Rohwa-
re) zu kennen. Sie kann mittels Testsiebe manuell
festgestellt werden, oder Proben können von einem
Getreidehändler getestet werden.
Aufgrund der Sortierung der Rohware des benutz-
ten Außensiebes zeigt die umstehende Tabelle die
zur Erreichung einer Endsortierung von 90 % Kör
-
nern größer als 2,5 mm erforderliche Leistung.
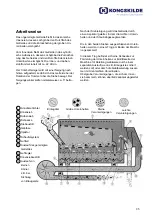
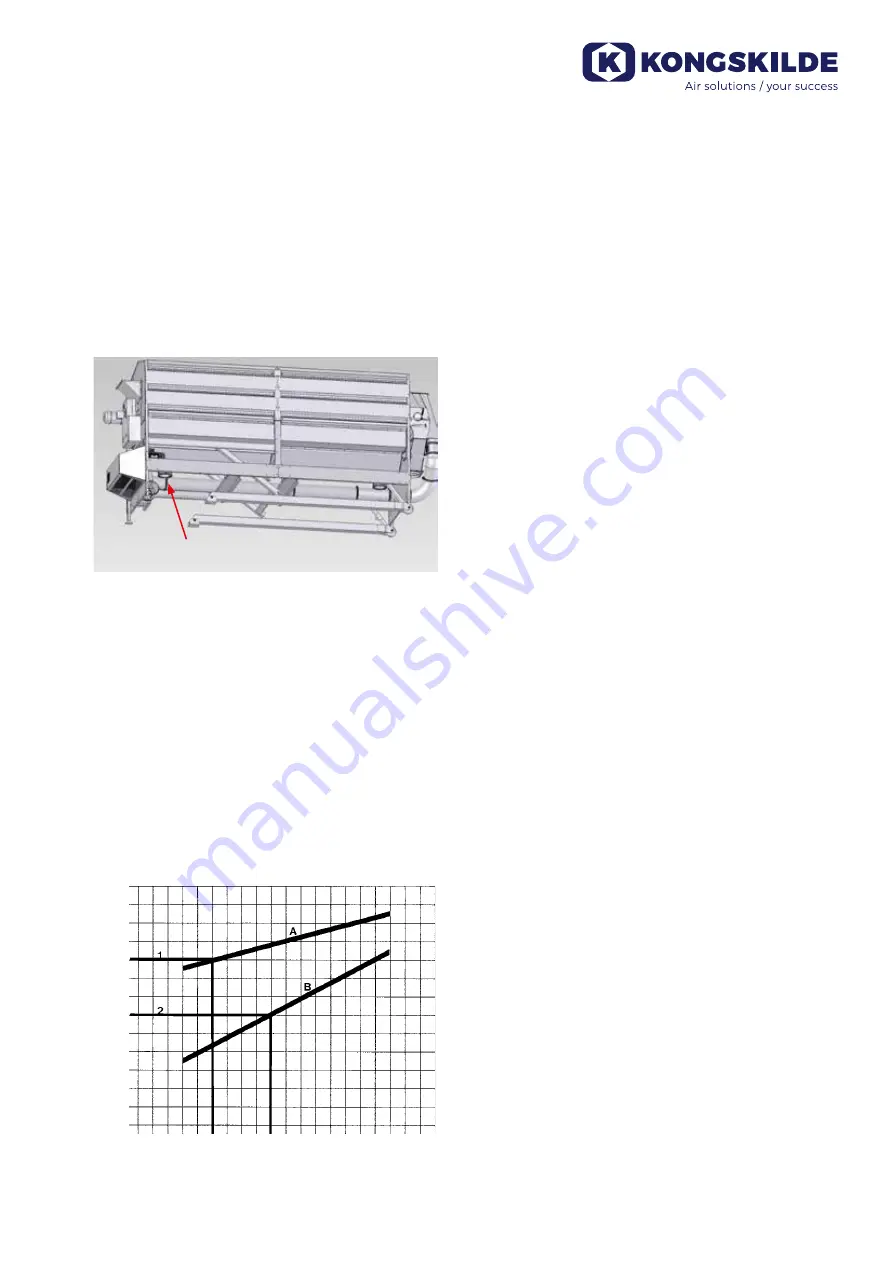
Richtwerte bei der Sortierung von Braugerste
(A) Sieb 2,5 x 16,5
(B) Sieb 2,65 x 16,5
B
Die Richtwerte setzen folgende Bedingungen
voraus
Endsortierung: ........
90 % Körner größer als 2,5 mm
Wassergehalt: ...........
Max. 14 % (Reingedroschene
Braugerste)
Neigungswinkel des Combi-Reinigers: ..................
5°
Beispiele
1. Sortierung der Rohware: ..................
82 %
Gewünschte Endsortierung: .............
90 %
Außensieb:
.......................................
2,5 x 16,5
Richtwert gemäß Kurve: ................... 5 t/h
2. Sortierung der Rohware: ..................
76 %
Gewünschte Endsortierung: .............
90 %
Außensieb:
.......................................
2,65 x 16,5
Richtwert gemäß Kurve: ..................
9 t/h
Falls die Sortiergüte unter der Kurve des benutzten
Außensiebes liegt, werden zur Erreichung einer
Endsortierung von 90 % zwei Durchläufe benötigt.
Grundeinstellung des Combi-Reinigers
Neigungswinkel: ...........
5°
Innensieb: .....................
Ø9 / Ø9 / Ø7,4
Außensieb: ...................
2,5 x 16,5 oder 2,65 x 16,5
Wahl des Innensiebes
Die Wahl des Innensiebes ist von der Dresch-
qualität sowie der vorgesehenen Leistung sehr
abhängig. Bei gut gedroschenem Getreide kann in
einigen Fällen die 2. Sektion des Innensiebes von
Ø9 durch ein Ø7,4 Sieb mit Vorteil ersetzt werden,
wodurch ein reineres Produkt erreicht wird.
Wahl des Außensiebes
Die Wahl des Außensiebes ist von der gewünsch-
ten Leistung abhängig.
Wird eine hohe Leistung gewünscht, sollte die Sieb-
variante 2,65 x 16,5 gewählt werden.
Dabei muß je abhängig von der Sortierung der
Rohware eine Ausscheidung von 3 bis 12 % der
guten Körner akzeptiert werden.
Die Siebvariante 2, 5 x 16,5 wird in den Fällen
gewählt, wo eine herabgesetzte Leistung und evtl.
zwei Durchläufe zur Erreichung einer Endsortierung
von 90 % akzeptiert werden können.
Sortiergüte der Rohware %
Leistung (t/h)
90
88
86
84
82
80
78
76
74
72
70
68
66
64
0 2 4 6 8 10 12 14 16 18 20







































































