
























Parts List FineLine 200PC User’s Manual
Shielded Torch Leads
Part Number
Length
200304-10
10 ft. (3.0 m)
200304-15
15 ft. (4.6 m)
200304-20
20 ft. (6.1 m)
200304-25
25 ft. (7.6 m)
200304-30
30 ft. (9.1 m)
200304-35
35 ft. (10.7 m)
200304-40
40 ft. (12.2 m)
200304-45
45 ft. (13.7 m)
200304-50
50 ft. (15.2 m)
Figure 8-7 Shielded Torch Leads
8-10
Summary of Contents for FineLine 200PC
Page 2: ...This page intentionally left blank ...
Page 10: ...This page intentionally left blank ...
Page 24: ...This page intentionally left blank ...
Page 31: ...Installation FineLine 200PC User s Manual Figure 3 3 Power Supply Output Connections 3 7 ...
Page 36: ...Installation FineLine 200PC User s Manual Figure 3 5 Torch Connections 3 12 ...
Page 42: ...This page intentionally left blank ...
Page 126: ...This page intentionally left blank ...
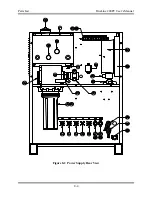
Page 130: ...Parts List FineLine 200PC User s Manual Figure 8 2 Power Supply Rear View 8 4 ...
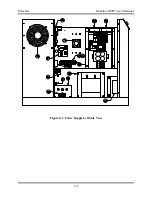
Page 131: ...Parts List FineLine 200PC User s Manual Figure 8 3 Power Supply Left Side View 8 5 ...
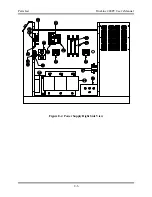
Page 132: ...Parts List FineLine 200PC User s Manual Figure 8 4 Power Supply Right Side View 8 6 ...
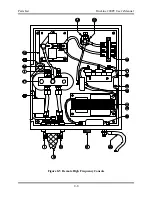
Page 134: ...Parts List FineLine 200PC User s Manual Figure 8 5 Remote High Frequency Console 8 8 ...
Page 146: ...Parts List FineLine 200PC User s Manual QUICK DATA Figure 8 16 Gas Console Exterior 8 20 ...
Page 147: ...Parts List FineLine 200PC User s Manual Figure 8 17 Gas Console Interior 8 21 ...
Page 157: ...Propylene Glycol MSDS FineLine 200PC User s Manual Appendix A Propylene Glycol MSDS A 1 ...
Page 158: ...Propylene Glycol MSDS FineLine 200PC User s Manual A 2 ...
Page 159: ...Propylene Glycol MSDS FineLine 200PC User s Manual A 3 ...
Page 160: ...Propylene Glycol MSDS FineLine 200PC User s Manual A 4 ...
Page 161: ...Propylene Glycol MSDS FineLine 200PC User s Manual A 5 ...
Page 162: ...Propylene Glycol MSDS FineLine 200PC User s Manual A 6 ...
Page 163: ...Propylene Glycol MSDS FineLine 200PC User s Manual A 7 ...
Page 164: ...Propylene Glycol MSDS FineLine 200PC User s Manual A 8 ...







































































