





























Español
121
Posición en
Angulo de
Pieza terminada
la Fig. 38
inglete
Para la esquina interior
1
Derecho 45°
Proteja el lado derecho de la hoja
2
Izquierdo 45°
Proteja el lado izquierdo de la hoja
Para la esquina exterior
3
Proteja el lado derecho de la hoja
4
Derecho 45°
Proteja el lado izquierdo de la hoja
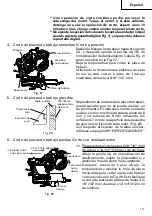
13. Procedimientos de corte de ranuras
Las ranuras podrán cortarse en la pieza de trabajo como se indica en la Fig. 48 regulando
el perno de ajuste de profundidad de 6 mm.
Procedimiento de ajuste de la profundidad de corte:
(1) Gire el soporte del tope en la dirección indicada en la Fig. 49.
Baje la cabeza del motor y gire el perno de ajuste en profundidad de 6mm con la
mano (Donde la cabeza del perno de ajuste en profundidad de 6mm entra en
contacto con la bisagra.)
(2) Ajuste la profundidad de corte deseada regulando la distancia entre la hoja de
sierra y la superficie de la mesa giratoria (consulte
b
de la Fig. 48).
NOTA:
Cuando corte una sola ranura en cualquier extremo de la pieza de trabajo,
quite la parte innecesaria con un formón.
14. Corte fácil de materiales deformados, tales como vidrieras corredizas de aluminio
Los materiales tales como vidrieras corredizas de aluminio pueden deformarse
fácilmente si se aprietan demasiado con el conjunto de tornillo de carpintero. Esto
causará el corte ineficaz y posiblemente la sobrecarga del motor.
Cuando corte tales materiales, utilice un tablón de madera para proteger la pieza de trabajo
como se muestra en la Fig. 50-a. Coloque la tabla de madera cerca de la sección de corte.
Cuando corte materiales de aluminio, recubra la hoja de sierra con aceite para corte
(no consumible) a fin de lograr un corte uniforme y un acabado fino.
a
Corte de ranuras con una hoja
de sierra
b
Fig. 48
Fig. 49
Perno de ajuste de la
profundidad de 6 mm
Soporte de retén
Mesa giratoria
Bisagra
Girar
Línea
inferior de
la ranura
b
Con respecto a los ángulos de inglete, refiérase a la siguiente tabla.
Summary of Contents for C 12LSH
Page 134: ...134 ...
Page 135: ...135 ...







































































