

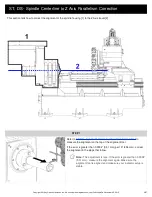











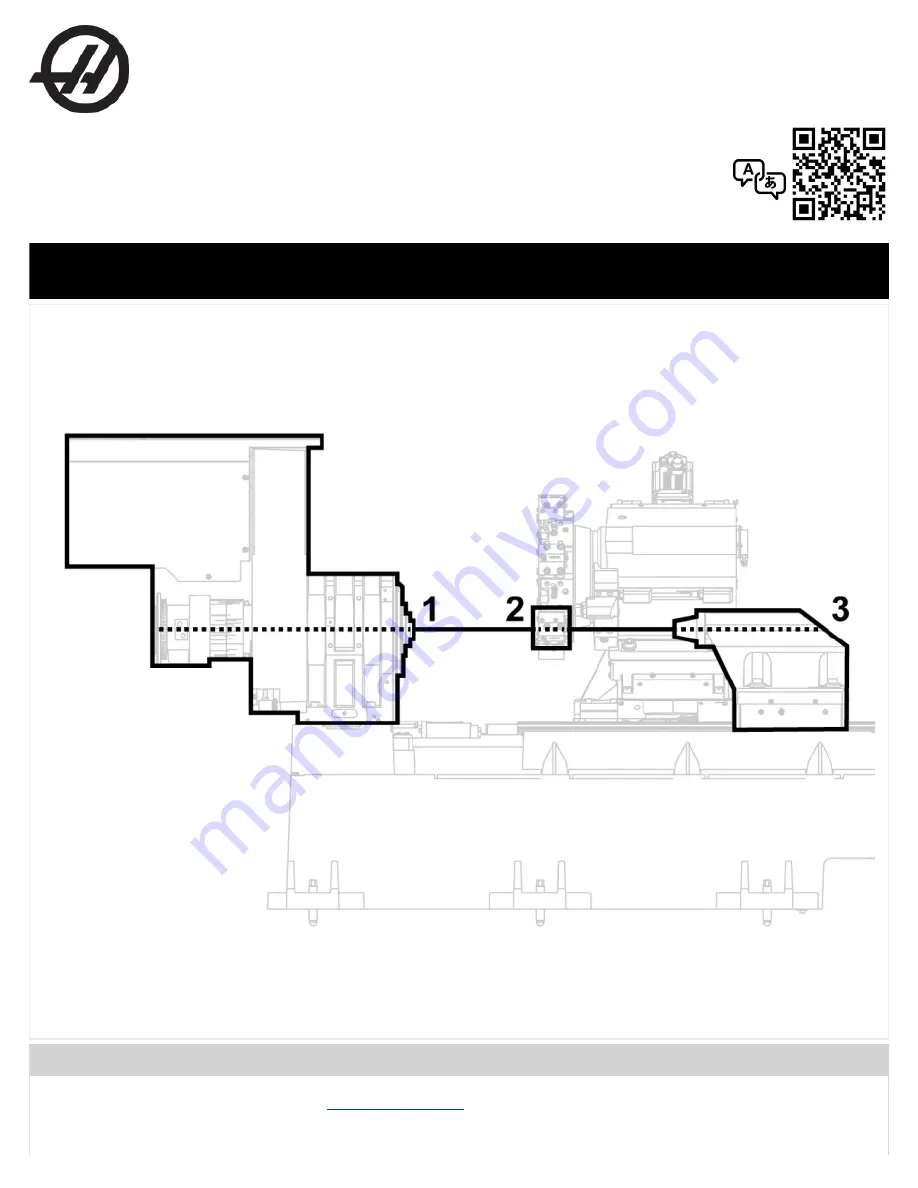
ST, DS - Alignment Correction - Introduction
Correct lathe alignment makes a common centerline through the spindle [1], the turret pocket [2], and the tailstock [3] or
secondary spindle. If the turret crashes, the lathe can lose its alignment. This procedure tells you how to correct the lathe
alignment. For clarity, the illustrations hide surrounding components.
Prerequisites
Make sure the machine is level. Refer to the
Lathe Leveling Video
.
Haas Technical Documentation
ST, DS - Alignment Correction
Scan code to get
the latest version
of this document
Translation
Available
Applies to machines built from:
June, 2010
Copyright 2018 by Haas Automation, Inc. No unauthorized reproduction | Last Published On November 05, 2015
1/67