
























10/43
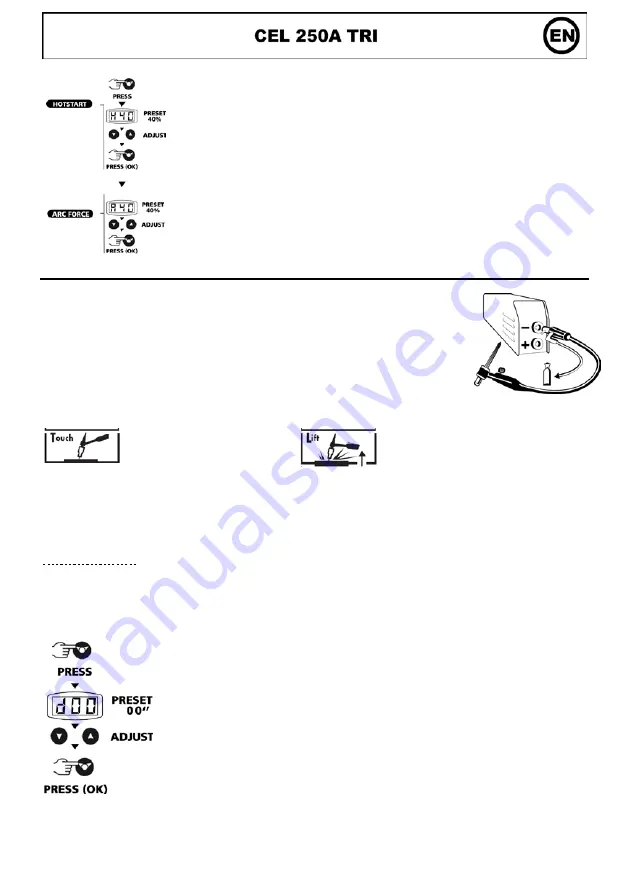
To adjust the Hot Start and Arc Force, go through the following steps:
Press the selector
.
Set the required percentage ( display
) using keys
Valid the required figure by pressing the selector button
Set the required percentage (display
) using keys
.
Valid the required figure by pressing the selector button
.
TIG LIFT WELDING
The DC TIG welding requires a protective gas (argon).
Follow the steps as below :
1.
Connect the earth clamp on the positive pole (+).
2.
Connect a torch "valve" on the negative polarity (-).
3.
Connect the pipe gas torch on the gas cylinder
4.
Select TIG mode
pressing the selector button
during 3 secs.
5.
Adjust the wished current (display
) using the keys
.
Advice: Take 30A/mm as a default setting and adjust according to the part to weld.
6.
Set the gas flow on flewmeter of the gas cylinder, and then open the valve of the torch
7.
To boot :
a- Touch the electrode on the
welding part
b- Raise the electrode 2 to 5
mm of the part to be welded
8.
At end of welding :
Lever 2 times the arc (up-down-up-down) to trigger the automatic fade (see paragraph below). This
movement must be performed in less than 4 sec, at a height of 5 to 10 mm. Then close the valve to stop the
torch gas after cooling of the electrode.
Automatic Arc slope with time adjustable
Function activation :
This corresponds to the end of welding time required for the gradual decline in the welding current until the stop of
the arc. This function helps to avoid cracks and craters at end of welding.
This function is not activated (timer at 0 sec). To activate it, proceed as follow:
• Press the selector button
• Set the automatic arc slope you wish from 0 to 10 sec (display
) using key
• Validate the required figure by pressing the selector button