























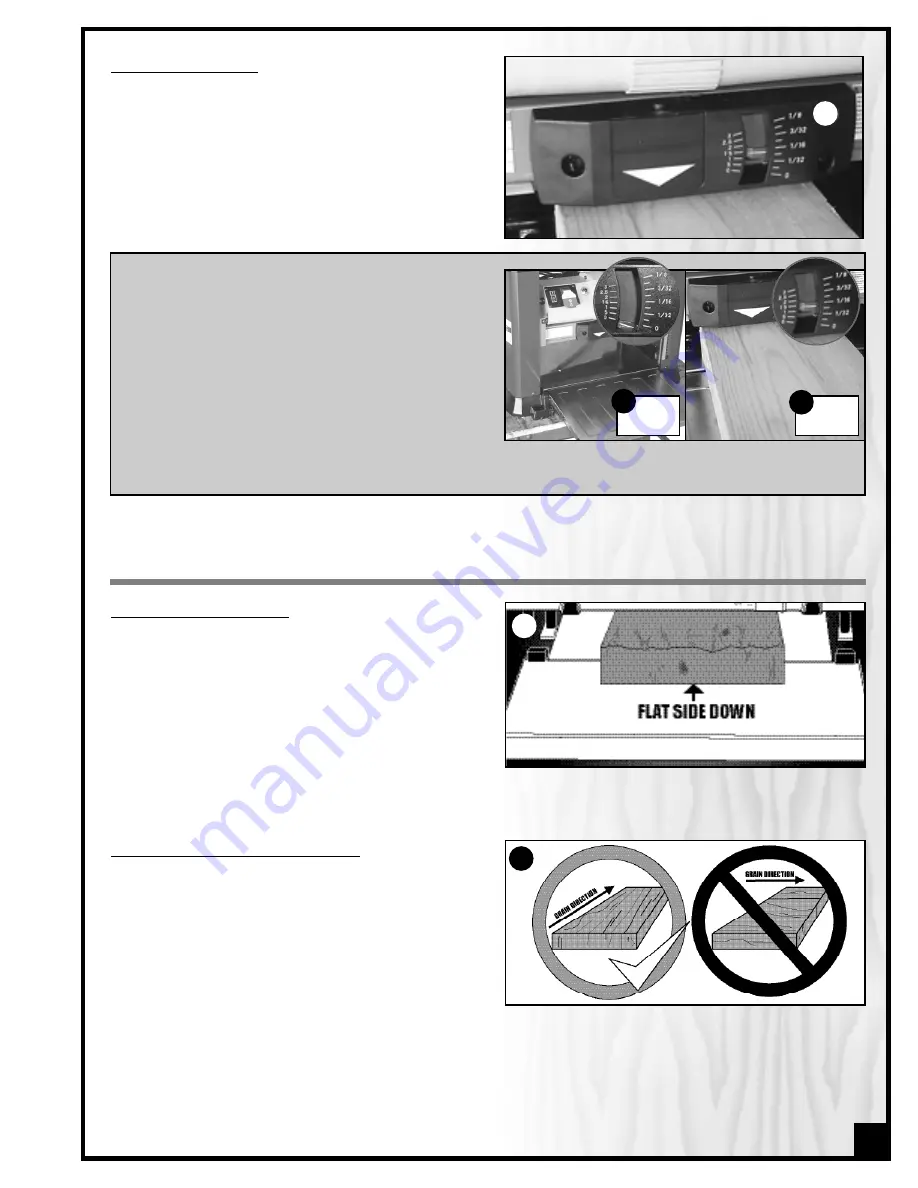
DEPTH OF CUT INDICATOR
The depth of cut indicator,
A
, will indicate how much
material the cutterhead is set to remove from the work-
piece for a given pass.
The pointer will read zero until the workpiece engages the
front of the cutterhead. Place the workpiece under the
front of the cutterhead and turn the height adjustment
handle clockwise until the cutterhead makes contact
with the workpiece & until the depth of cut indicator
shows the reading that matches the desired cut.
Failure to follow these recommendations will lead to
premature blade wear and may cause premature
motor failure.
It is recommended that for both hard and soft wood:
For stock up to 6” in width, never remove more that 1/8”
per pass,
A
.
For stock of 6”-13” in width, never remove more than
1/16” per pass,
B
.
Removing less material per pass and taking multiple
passes is always preferred to more aggressive planing.
Advantages include longer blade life, better finish quality (resulting in less time sanding later) and less likelihood
of removing too much material causing the workpiece to be too thin for its intended use.
1/8”
or less
11
A
A
OPERATING INSTRUCTIONS
BASIC PRINCIPLES OF PLANING
This thickness planer is designed to remove material from
the top face of a board in order to bring the board (or a
series of boards) down to a specific desired thickness.
To obtain even, uniform thickness across the length of a
board, the stock being planed must have one face that
has already been machined perfectly flat (usually on a
jointer) and the stock should be fed with this flat face
against the table,
A
.
If it is not possible to machine one face perfectly flat before planing, take shallow passes all on the same face of
the board until this face has been machined level. Then the board should be flipped over and the leveled face
should be fed face down against the table to allow you to dimension the board to final thickness.
SELECTING BOARDS SUITABLE FOR PLANING
This planer is not intended (and should not be used) to
plane any material other than solid wood.
The workpiece should always be fed through the planer in
the general direction of the grain in the wood,
B
.
Before being fed through the planer all lumber should be
inspected for debris and foreign objects such as staples
or nails. Foreign objects stuck to, or embedded in your
workpiece can be ejected from the machine at high
speed and cause serious injury or damage cutter knives. Make sure to remove all such foreign objects from the
wood before running it through the planer.
Select lumber carefully and avoid workpieces with loose or protruding knots. Workpieces that are twisted, severely
deformed or warped should also be avoided. Warped, twisted, damaged or fragile stock runs an increased risk of
jamming in or damaging the machine or cutters. There is also a much greater risk of injury to the operator or
bystanders from kickback, where the workpiece is forcefully or violently ejected from the machine due to a jam,
whenever working with such damaged or warped wood.
B
A
1/16”
or less
B







































































