



























Novitool® AERO™ Portable Splice Press Welding Guidelines
PC10 and PC20
Novitool® AERO™ Portable Splice Press Welding Guidelines – V6
Page 12
B. Pre-dry option
– If the working environment is humid or wet, it will be necessary pre-dry the belt. Failure
to do so will cause pinholes created by the steam escaping from the belt during welding. The pre-dry
temperature and time must be set manually. No pressure is used in the press during the pre-dry cycle. The
pre-dry setting is 200°F for five to ten minutes.
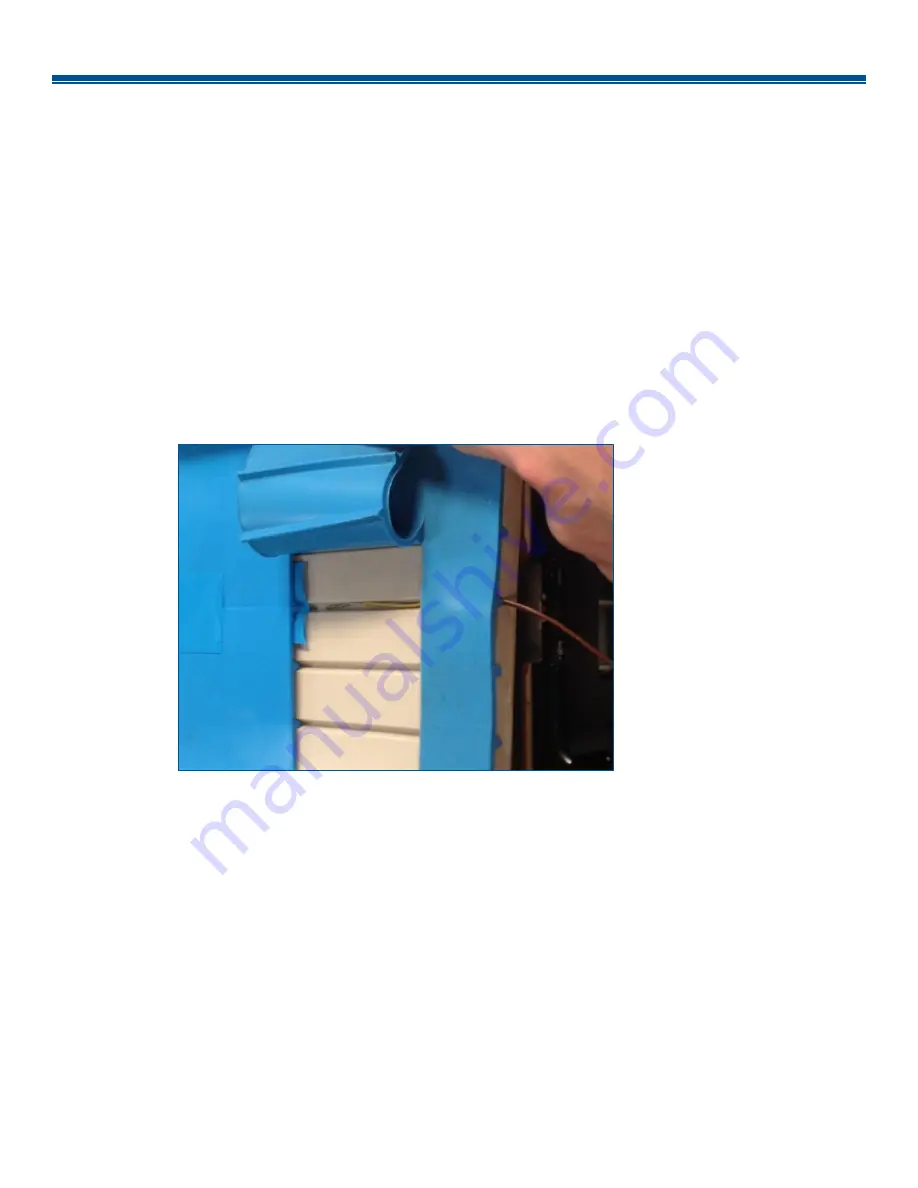
C. The actual belt temperature will vary due to the individual press, the belt material and the environment.
Prior to attempting the actual weld, it is necessary to confirm that the temperature needed to achieve this
phase transition is met by conducting a test weld. To conduct this test, a thermocouple must be embedded
in the belt material, preferably in the filler material, one quarter inch outside the belt edge. For PosiClean
toothed belts, the thermocouple should be placed in the silicone pad’s tooth trough (see photo below).
Minimum actual belt temperature and dwell time can be found in the following Minimum Actual Belt
Readings table
. If the thermocouple doesn’t register this minimum actual belt temperature, it is likely that
the weld will be compromised. It will be necessary to contact Flexco to determine the root cause of the
problem.
Thermocouple Placement







































































