





















21
P
ROBLEM
1. Dirty, porous or brittle weld.
2. Arc Works but is not feeding wire.
3. When trigger pulled, there is no wire
feed, weld output or gas flow.
Fan does not operate.
4. Wire feeding but there is no arc.
5. Fan operates normally, but when gun
trigger pulled, there is no wire feed,
weld output or gas flow.
6. Non-penetrating weld or low output.
7. Wire is birdnesting at the drive roller.
8. Wire burns back to contact tip.
9. Workpiece clamp and/or cable gets
hot.
10. Gun nozzle arcs to work surface.
11. Wire pushes torch back from the
workpiece.
12. Wire sticks onto the contact tip.
P
OSSIBLE
C
AUSE
Plugged welding nozzle.
Faulty wire speed control assembly.
No tension on the drive roller.
Faulty drive motor (very rare).
Incorrect voltage.
No power.
Circuit breaker in off position.
Bad ground or loose connection.
Bad connection to gun or faulty gun.
Faulty trigger on gun.
Faulty transformer (rare).
Exceeded duty cycle: thermal protector
has opened.
Loose connection inside machine.
Too long or improper extension cord.
Wrong size wire.
Poor ground connection.
Wrong size contact tip.
Loose Gun connection or faulty gun
assembly.
Too much tension on drive roller.
Gun liner is dirty, worn or damaged.
Contact tip is clogged or damaged.
Liner is stretched or is too long.
Gun liner is worn or damaged.
Wrong size contact tip.
Contact tip clogged or damaged.
Liner is stretched or is too long.
Wire is not feeding correctly.
Bad connection from cable to clamp.
Slag buildup inside nozzle or nozzle is
shorted.
Excessive wire speed.
Low wire feeding.
R
EMEDY
Clean or replace welding nozzle.
Replace wire speed control assembly.
Adjust the drive tension.
Replace drive motor.
Check for correct voltage.
Confirm power switch is on.
Reset circuit breaker.
Check ground and connections. Tighten
as necessary.
Check connection to gun or replace gun.
Replace trigger.
Replace transformer.
Allow welder to cool at least 10 minutes.
Maintain appropriate duty cycle.
Blow inside machine out with com-
pressed air. Clean and tighten all connec-
tions.
See extension cord use in this manual.
Use correct size welding wire.
Reposition clamp. Check cable to clamp
connection.
Use correct size contact tip.
Tighten gun or replace gun.
Adjust the drive tension.
Replace gun liner.
Replace contact tip.
Trim liner to proper length.
Replace gun liner.
Use correct size contact tip.
Replace contact tip.
Trim liner to proper length.
Adjust drive tension.
Adjust wire spool brake.
Tighten connection or replace cable.
Clean or replace nozzle as needed.
Decrease wire speed.
Increase wire speed.
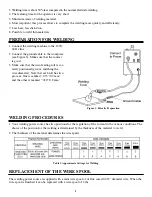
TROUBLESHOOTING INFORMATION
Use this chart to assist you in resolving common problems you may encounter. These are not all of the possible
solutions.
Summary of Contents for FP-90
Page 2: ......
Page 27: ...23 Figure 21 FP 90...
Page 29: ...25 Figure 22 FP 90 Wiring Diagram...
Page 30: ...26...





















































