




























13
ESP
AÑOL
FRANÇAIS
DEUTSCH
ENGLISH
IT
ALIANO
Corriente inicial:
Permite configurar el nivel
inicial en porcentaje de la corriente de soldadura
(por ej. 130% implica Is=1,30xI1).
Duraciòn nivel inicial:
En el modo 2t permite
configurar el tiempo de aplicación de la corriente
inicial ls.
Subida ls->l1:
Permite configurar la duración
de la rampa de corriente del nivel inicial ls a la
corriente de soldadura l1.
Subida l1->le:
Permite configurar la duración
de la rampa de corriente de la corriente de
soldadura l1 al nivel final le.
Nivel final:
Permite configurar la corriente final
en porcentaje de la corriente de soldadura (por
ej. 80% implica If=0,80xI1).
Duraciòn nivel final:
En el modo 2t permite
configurar el tiempo de aplicación de la corriente
final lf.
Post gas:
Permite configurar el tiempo de
suministro del gas después de finalizar el
suministro de la corriente de soldadura.
Soldadura por puntos:
Permite configurar (si
es diferente de 0) la duración máxima de la
soldadura.
Romper:
Permite configurar (si fuera diferente
de 0) la duración de la pausa entre dos
soldaduras por punto sucesivas.
Burnback:
Permite modificar el tiempo de
quemadura del alambre al final de la soldadura.
Bomba de agua:
Permite encender (ON),
apagar (OFF) o controlar de manera
automática (Auto) la central de refrigeración,
si estuviera presente. Si se selecciona el modo
Auto, el control de la central será la siguiente:
En el momento del encendido de la central se
realizará una prueba de funcionamiento para
comprobar que el sistema de refrigeración
funcione correctamente, luego la central se
apagará; Cuando se comiencen las operacio-
nes de soldadura, la central se encenderá
automáticamente. Una vez finalizado las ope-
raciones de soldadura, la central permane-
cerá encendida durante un tiempo variable de
un mínimo de 30 s a un máximo de 10 min,
según la corriente suministrada durante la sol-
dadura.
Mando a distancia:
Permite encender (ON)
o apagar (OFF) el control a distancia analógico
de la sinergia.
I min:
Permite configurar el valor mínimo de
los parámetros sinérgicos cuando el control a
distancia está encendido y al mínimo de
regulación, en porcentaje del punto sinérgico
seleccionado; si la configuración recae por
debajo del parámetro sinérgico mínimo
ejecutable por la máquina para la curva
seleccionada, de todos modos se ejecutará el
parámetro sinérgico mínimo.
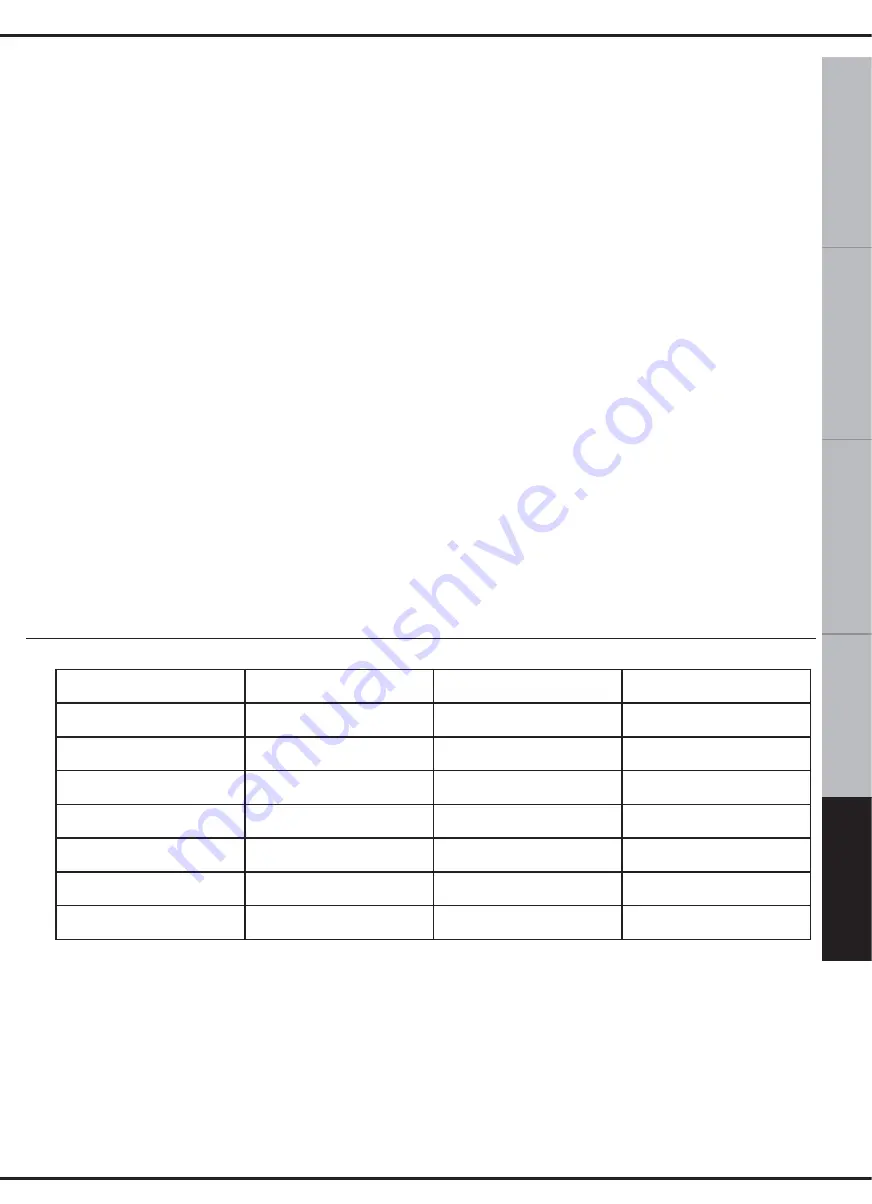
ESPESOR DE LA PIEZA
DIÁMETRO ALAMBRE
CORRIENTE DE SOLDADURA
ARCO
mm
mm
A
0.8 - 1.0
0.6 - 0.8
60 - 100
Short - Arc
1.5 - 2.0
0.8 - 1.0
80 - 120
Short - Arc
2.0 - 3.0
1.0 - 1.2
100 - 130
Short - Arc
3.0 - 4.0
1.2
120 - 200
Short - Arc
> 4.0
1
150 ÷ 200
Spray - Arc
> 4.0
1.2
200 ÷ 300
Spray - Arc
5. CONEXIÓN PARA SOLDADURA MIG
La conexión de los cables de soldadura se
produce con un sistema de conexión rápido
que emplea determinados conectores.
5.1. ANTORCHA MIG
Se recomienda controlar periódicamente el
estado de la antorcha de soldadura; espe-
cialmente hay que controlar la tobera/difusor
del gas
(Fig. 4A)
, la punta guía-alambre
(Fig. 4B)
y la funda interna a la antorcha.
Estas partes deberán estar bien limpias e
intactas. Sustituir el guía-alambre cuando el
alambre no corra regularmente.
NOTA:
Para cada alambre y diámetro existen
unas determinadas puntas guía-alambre y
fundas. Asegurarse de que sean correctas.
Hágase referencia a la tabla siguiente para ajustar correctamente la corriente de soldadura:
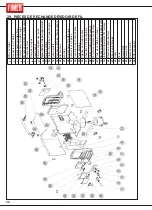
Summary of Contents for King 350
Page 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Page 39: ...3 ...
Page 40: ...4 ...
Page 71: ...3 ...
Page 72: ...4 ...
Page 103: ...3 ...
Page 104: ...4 ...
Page 135: ...3 ...
Page 136: ...4 ...
Page 165: ...NOTE ...
Page 166: ...NOTE ...
Page 168: ......