
















E
XAMPLE
MANUAL
53
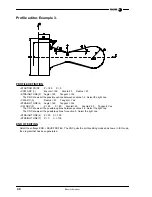
a=P107/cos(P100/2)
b=P106
∗
tg(P100/2)
c=(P103-P107)
∗
tg(P100/2)
d=P104-2a-2c
e=[(x/2)-((P102/2)-P103+P107)]
∗
tg(P100/2)
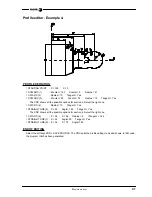
Pulley executing subroutine (Subroutine 50)
The tool data is:
D=12
F=2
NOSEA=90
NOSEW=4
CUTA=0
Calibrated for the corner indicated by the arrow.
The Call parameters of the subroutine are:
P100 = Angle between the sides of the pulley.
P101 = Absolute Z center coordinate of the pulley.
P102 = Outside diameter of the pulley.
P103 = Depth of the groove (in radius).
P104 = Width of the groove.
P105 = Safety distance.
P106 = Maximum machining depth.
P107 = Finishing stock.
P108 = Cutting feedrate.
P109 = Roughing feedrate in mm/rev.
P110 = Finishing feedrate mm/rev.
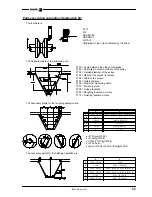
The necessary points for the roughing operation are:
The necessary points for the finishing operation are:
X
Z
1
P102 + 2 P105
P101
2
P102
P101 + (P104 /2)
3
P102 - 2P103
P101 + (P104 /2) - P103 tg (P100 /2)
4
P102 - 2P103
P101 - (P104 /2) + P103 tg (P100 /2)
5
P102
P101 - (P104 /2)
6
P102 + 2 P105
P101 - (P104 /2)
X
Z
A
P102 + 2 P105
P101 + (P104 /2) - [P107 /cos (P100/2)]
A-B
- 2 P105
0
B-C
- 2 P106
- P106 tg (P100 /2)
C-D
0
- (d + 2e)
D-E
- 2 P106
P106 tg (P100 /2)
E-F
0
d + 2e







































































