























E
XAMPLE
MANUAL
21
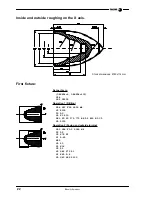
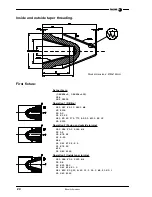
Second fixture:
Set new part zero
(MSG “* NEW FIXTURE - REVERSE PART *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=117)
G54
G92 S2200
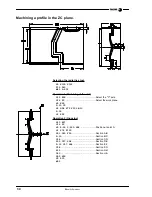
Operation 4 (Outside profile facing)
G95 G96 F0.2 S180 M4
T2 D2
G0 X90 Z20
G1 X85 Z5
G69 X78 Z-61.403 C1 L0.3 H0.1 S100 E110
(GOTO N120)
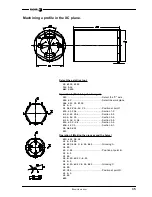
N100 G1 G5 X60 Z-47
G3 X25 Z-18.474 I14.5 K28.526
G1 G36 R8 X25 Z0
N110 X-0.4 Z0
N120 G0 Z150
M30







































































