
























Functional characteristics
TIG welding
58
099-00L200-EW501
13.05.2022
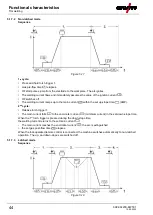
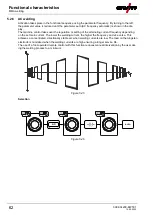
5.1.12.2 Responsiveness
This function controls the responsiveness of the welding current during the main current phase. The user
can choose between linear
and logarithmic responsiveness
(factory setting). The logarithmic set-
ting is especially suited for welding with low current, for example for thin sheet metal. This method ena-
bles better dosing of the welding current.
Figure 5-35
Selection
System settings
Remote control
Responsiveness
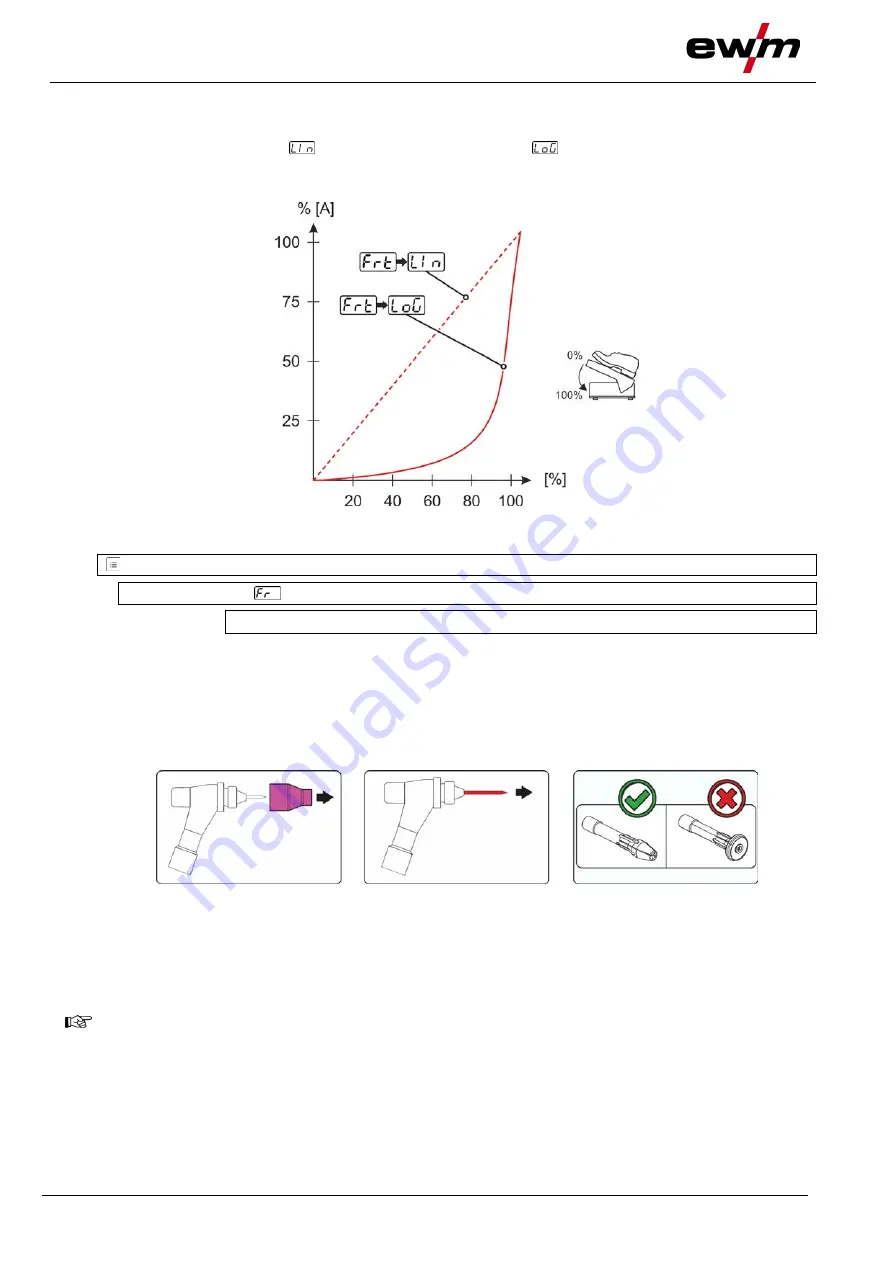
5.1.13 Aligning the cable resistance
To ensure optimum welding properties, the electric cable resistance should be aligned again whenever an
accessory component such as the welding torch or the intermediate hose package (AW) has been
changed. The resistance value of the cables can be set directly or can be aligned by the power source. In
the delivery state the cable resistance is set to the optimum values. To optimise the welding properties for
other cable lengths, an alignment process (voltage correction) is necessary.
Figure 5-36
• Switch off the welding machine.
• Unscrew the gas nozzle from the welding torch.
• Unfasten the tungsten electrode and extract.
• Switch on the welding machine.
Material damage due to unsuitable torch equipment. Gas diffusors may not be used to take
measurements. Only electrode holders may be used to take measurements.





















































