






















Functional characteristics
TIG welding
099-00L200-EW501
13.05.2022
47
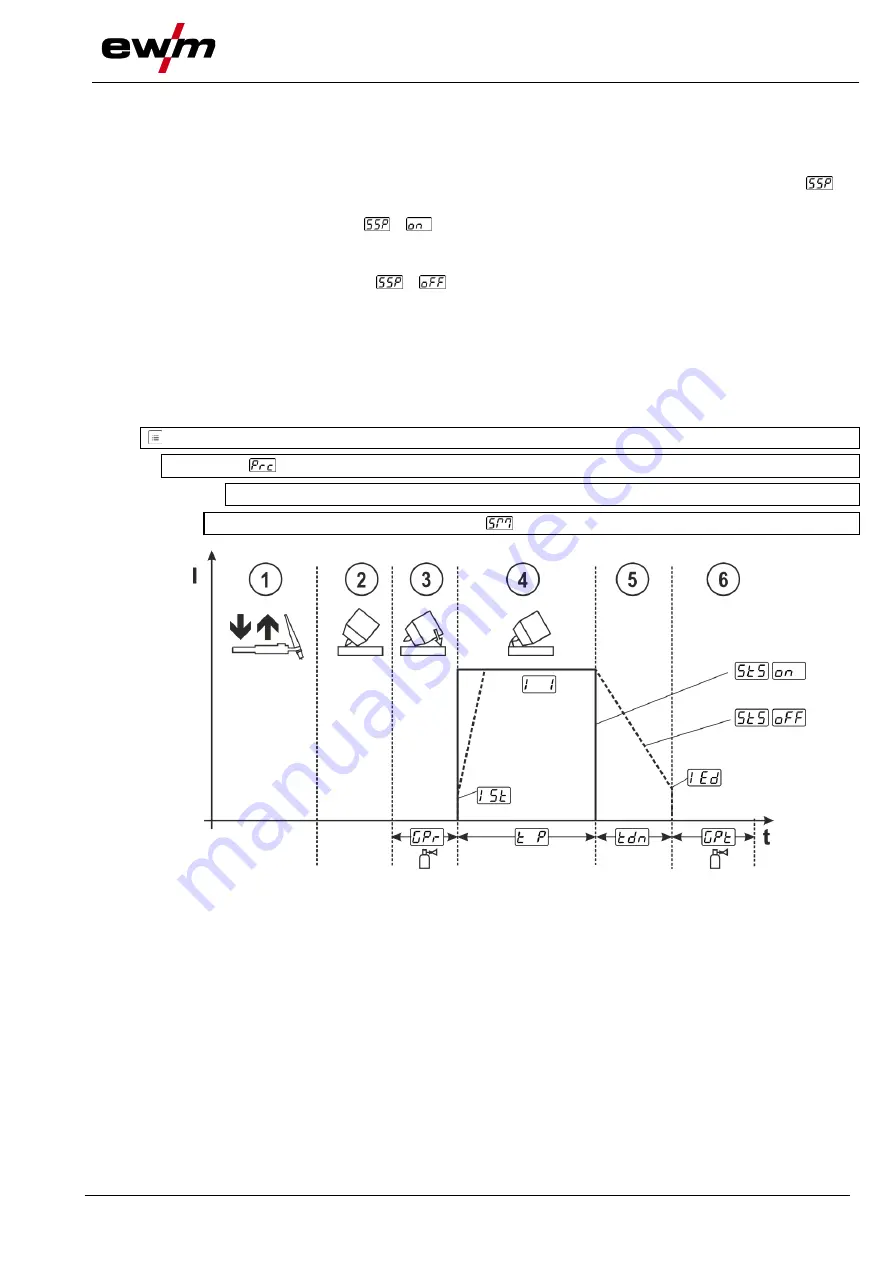
5.1.7.5 spotmatic
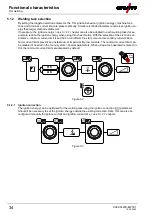
In contrast to the spotArc operating mode, the arc ignites not by pressing the torch trigger as is usual, but
by shortly touching the tungsten electrode against the workpiece. The torch trigger is used for process
activation. Activation is indicated by flashing of the spotArc/spotmatic signal light. The process can be
activated separately for each spot or also on a permanent basis. The setting is controlled using the
process activation parameter in the System menu:
• Separate process activation (
>
):
The welding process has to be reactivated for every arc ignition by pressing the torch trigger. Process
activation is automatically terminated after 30 s of inactivity.
• Permanent process activation (
>
):
The welding process is activated by pressing the torch trigger once. The following arc ignitions are ini-
tiated by shortly touching the tungsten electrode against the workpiece. Process activation is termi-
nated either by pressing the torch trigger again or automatically after 30 s of inactivity.
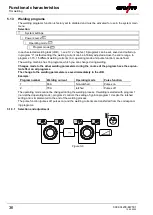
Standard settings for the function spotmatic are the separate process activiation and short spot time. Igni-
tion by touching the tungsten electrode against the workpiece can be disabled in the Ignition by touching
the workpiece parameter.
Selection
System settings
Process
spotmatic
Ignition by contact with the workpiece
Figure 5-21





















































