


























16
SECTION 3
OPERATION
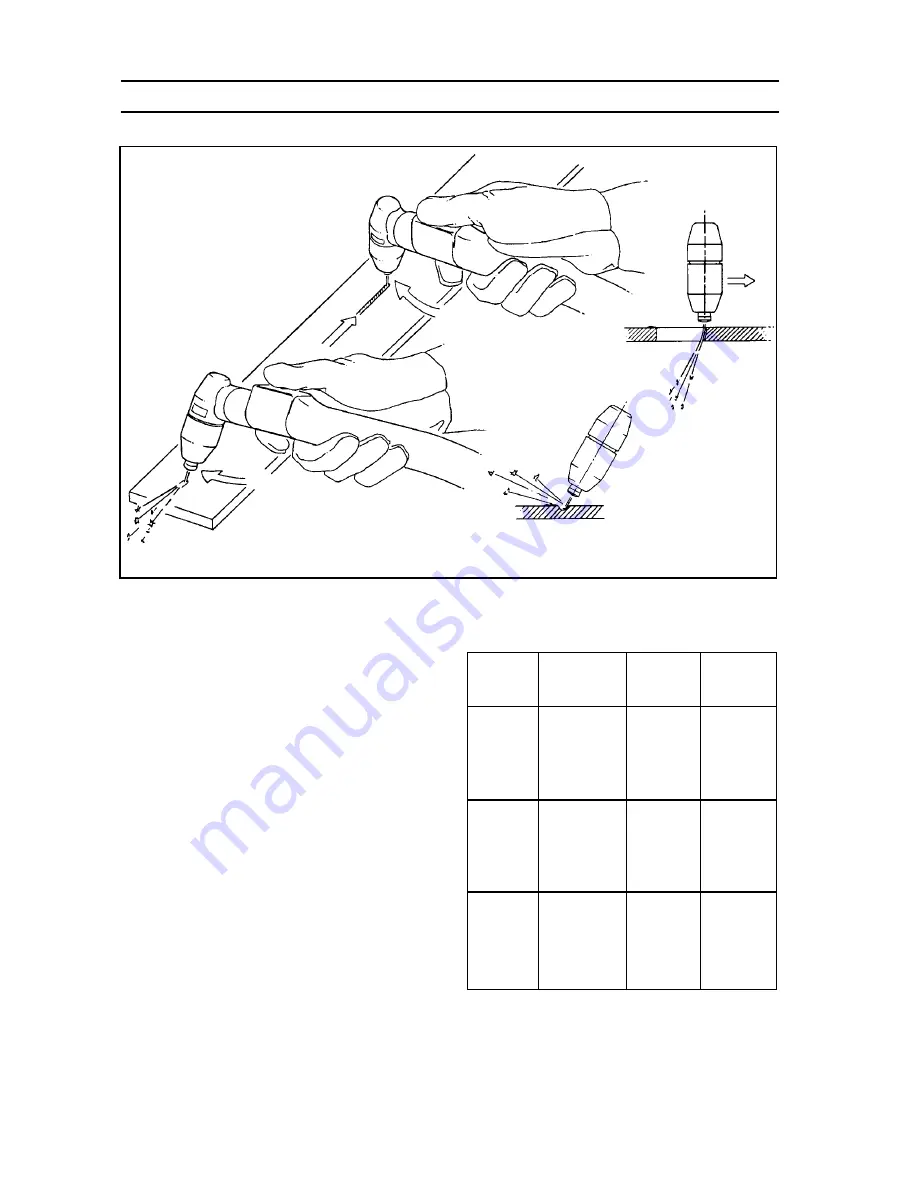
WHEN THE ARC BREAKS
THROUGH THE WORK,
BRING THE TORCH TO AN
UPRIGHT POSITION AND
PROCEED TO CUT.
TO START A PIERCE, TILT THE
TORCH TO PREVENT MOLTEN
MATERIAL FROM COMING BACK
AGAINST AND DAMAGING THE
TORCH.
1
2
CAUTION: Locate the console at least 10-ft. from
the cutting work area. Chips and hot
slag from the cutting operation can
damage the console.
After placing the primary (wall) switch to the ON
position and making control and air pressure adjust-
ments as described above, proceed as follows:
1. Touch the tip of the torch to the workpiece (or
within 0.020-in. of the workpiece) holding the
torch at about 15- 30
°
angle to avoid damaging
the tip.
2. Depress the torch switch. (Air and high frequency
should energize.)
3. Two seconds after depressing torch switch, the
plasma arc will start cutting.
4. After starting the cut, the tip can be dragged along
the workpiece if cutting up to 1/4'’ thick material.
When cutting material greater than 1/4'’, maintain
a 1/8'’ tip-to-work (standoff) distance.
5. When ending a cut, the torch switch should be
released and lifted off the workpiece just before
the end of the cut to minimize double-arcing which
can damage the tip. This is to prevent high fre-
quency from reigniting after cutting arc extin-
guishes.
6. In the postflow mode, the arc can be restarted
immediately by depressing the torch switch. The
two second preflow will automatically cancel.
Cutting Speed Range — PowerCut-550
(Using Air with XT Consumables @ 75 psi)
Output
Cutting
Thickness
Current
Speed
Material
(In.)
(Amps)
(ipm)
Carbon
1/16
30
180
Steel
1/8
30
75
(AISI 1020)
1/8
35
85
1/4
35
30
3/8
35
15
1/2
35
12
Stainless
1/16
30
200
Steel
1/8
30
85
(AISI 304)
1/8
35
85
1/4
35
30
3/8
35
14
1/2
35
10
Aluminum
1/16
30
200
(6061)
1/8
30
85
1/8
35
85
1/4
35
30
3/8
35
15
1/2
35
12
NOTE:
The speeds given here are typical for best quality cuts. Your
actual speeds may vary depending on material composition,
surface condition, operator technique, etc. If cutting speed is too
fast, you may lose the cut. With slower speeds excessive dross
may accumulate. If speed is too slow, the arc may extinguish. Air
cutting typically produces a rough face on stainless steel and
aluminum.
Figure 3-4. Piercing Technique using the PT-31XL







































































