





























V0606, 6.10
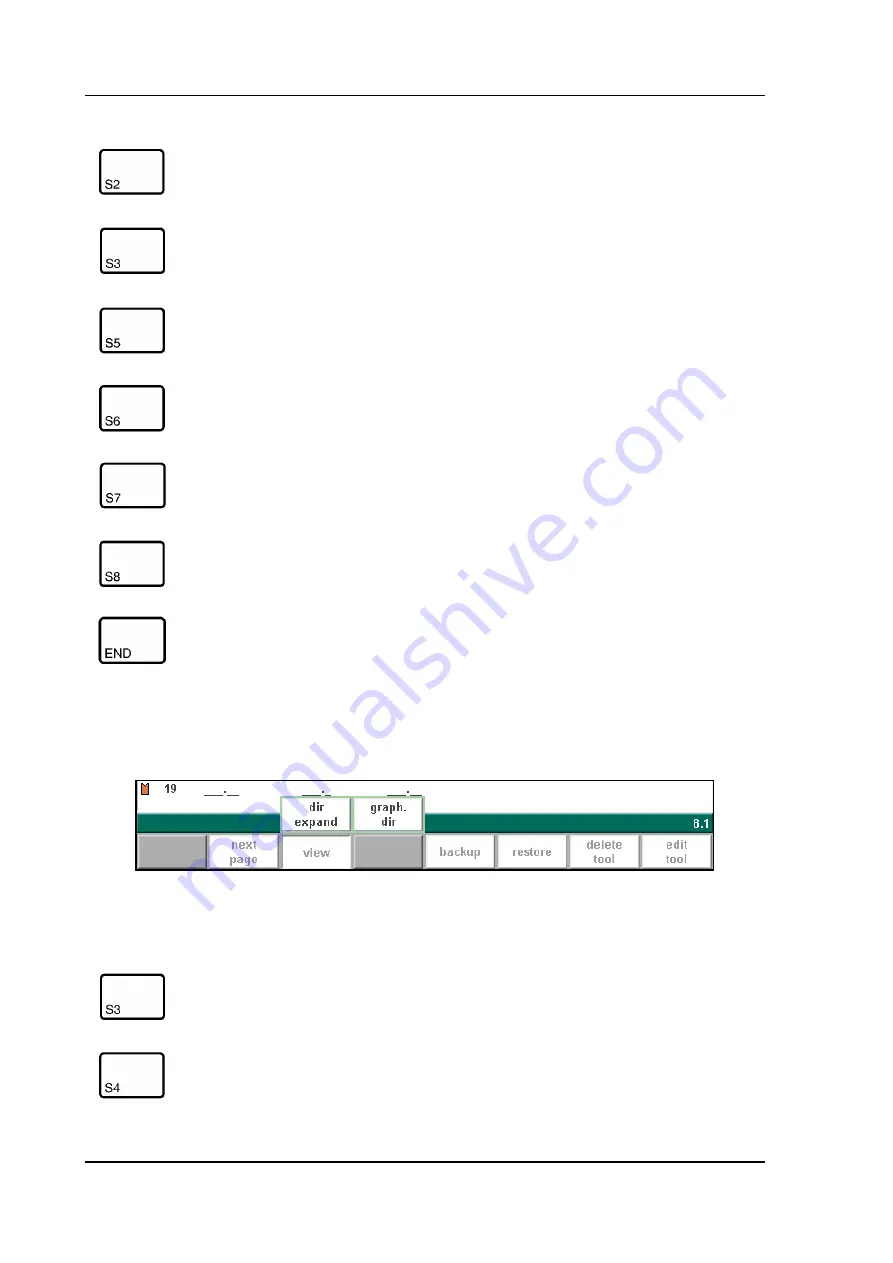
When the function key ‘View’ has been pressed a new, temporary button bar appears with
additional softkeys:
6.k
next page
To select the next page within the several pages of the die
library.
view
Button to select one of the possible viewing modes:
- dir. expand
- graph. dir.
backup
Save tools from library to disk.
restore
Load tools from disk into the control.
delete tool
Remove tool from library.
edit tool
To edit the tool drawing or check the die data.
To return to the program menu.
Function keys:
dir. expand
Select the normal view of the tool collection. This is the
standard setting.
graph. dir
To get a graphical overview of the tools as available in
the library including main dimensions of the tool.
Function keys:
Summary of Contents for DA-65W
Page 1: ...Delem Manual version V0606 DA 65W Reference Manual Operation of Version V2 ...
Page 6: ...V0606 0 6 ...
Page 50: ...V0606 2 30 ...
Page 75: ...Delem V0606 5 5 5 e ...
Page 78: ...V0606 5 8 ...
Page 86: ...V0606 6 8 6 i ...
Page 100: ...V0606 6 22 ...
Page 144: ...V0606 10 6 Functions screen 10 d Graphical visualisation 10 e ...





















































