






















Page of 44
36
It is important that the gap be maintained during the welding process and it shouldn’t
be too wide or too narrow. If it’s too narrow, the rod will stick to the work piece. If it’s
too wide, the arc will be extinguished. It needs much practice to maintain the gap.
Beginners may get sticker or arc extinguishing. When the rod is stuck to the work
piece, gently rock it back and forth to separate them. If not, a short circuit will occur
and it will break the welder. A good arc is accompanied by a crisp, cracking sound
(eggs frying). To lay a weld bead, only two movements are required: downward (as
the electrode is consumed) and in the direction the weld is to be laid, as in the
following figure:
6.3
Types of weld bead
The following paragraphs discuss the most commonly used arc welding beads.
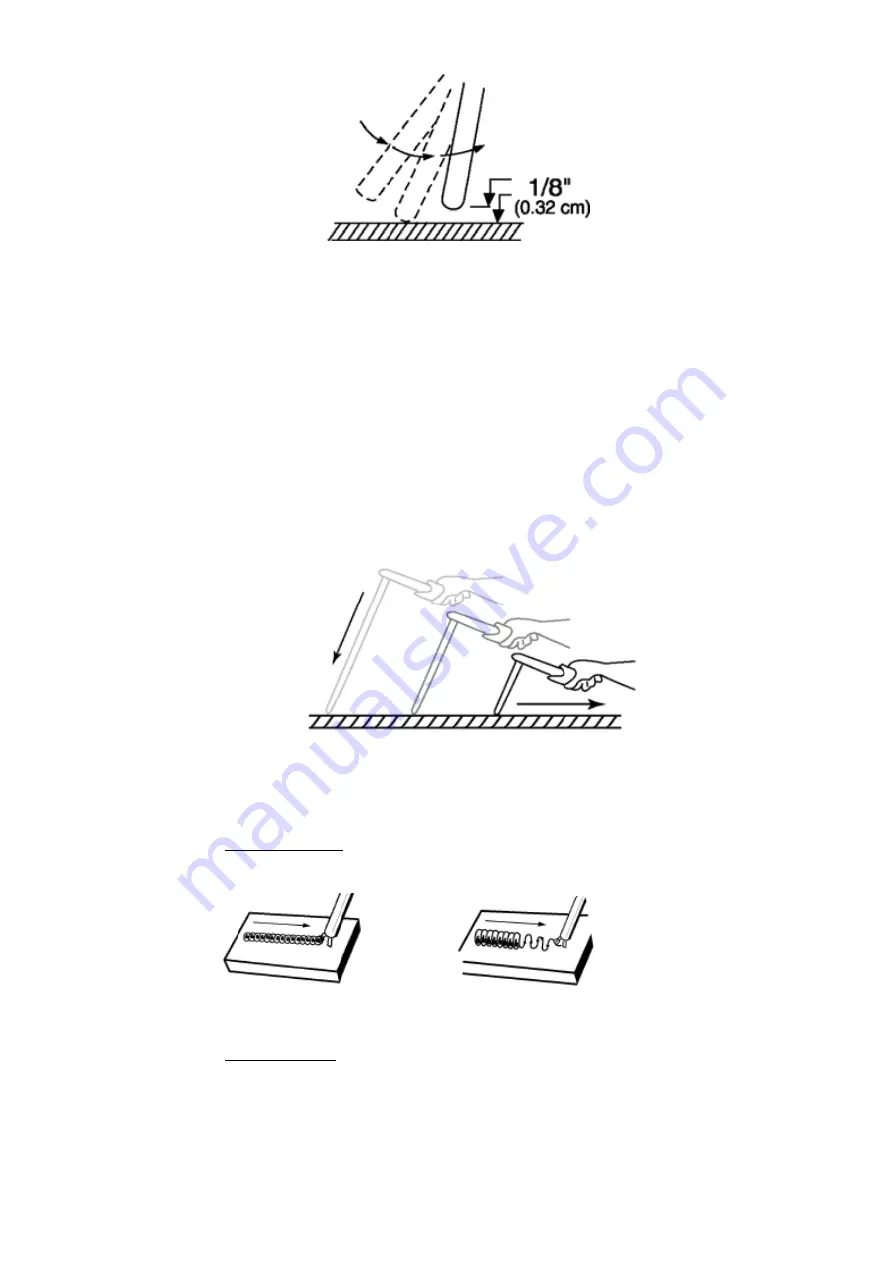
The stringer bead
is formed by traveling with the electrode in a straight line while
keeping the electrode centered over the weld joint.
The weave bead is used when you want to deposit metal over a wider space than
would be possible with a stringer bead. It is made by weaving from side to side while
moving with the electrode. It is best to hesitate momentarily at each side before
weaving back the other way.
Stringer Bead
Weave Bead