




























Use the gouge to remove any waste stock
outside of shoulder, and smooth this section up
to within 3mm of the shoulder in the usual
manner. Finishing of the shoulder unless it is more
than 25mm high is best done with the 1/2” skew.
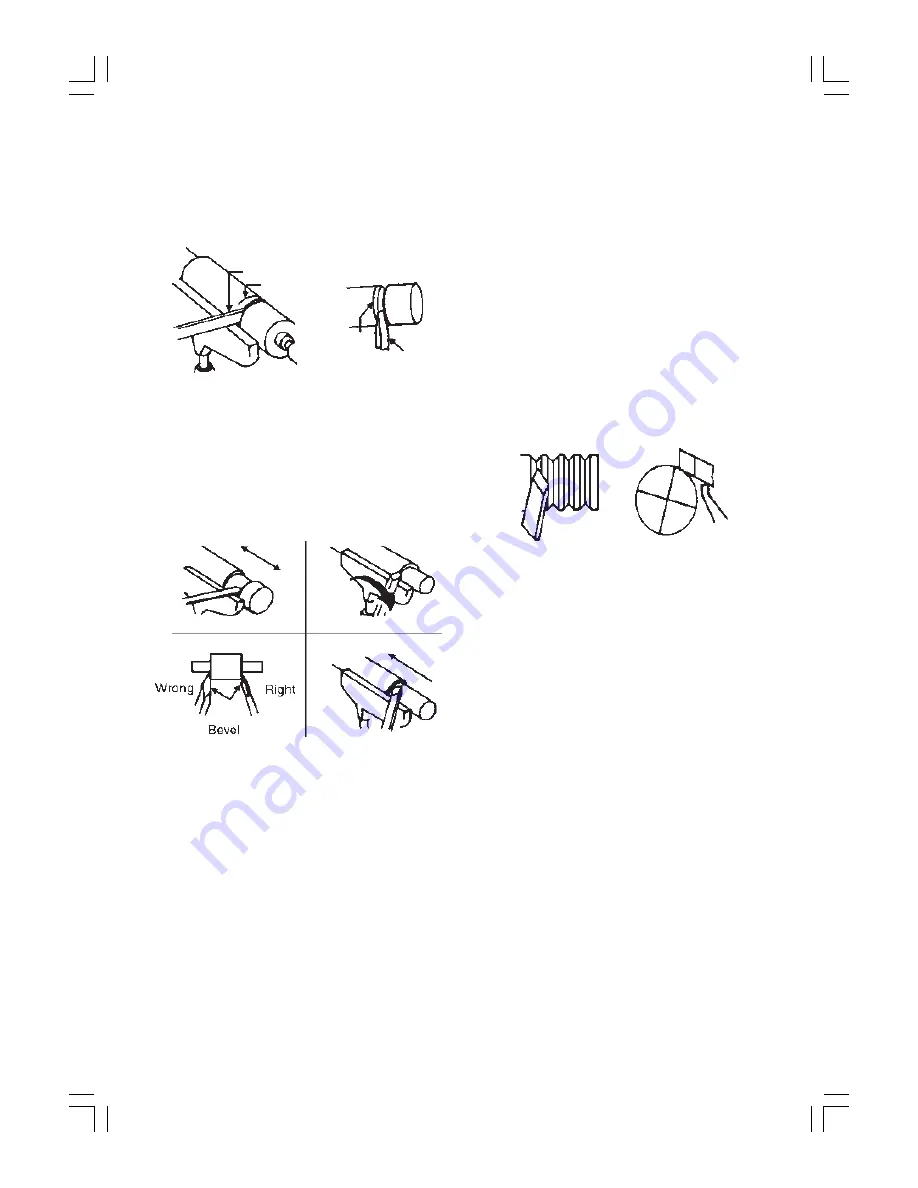
First, the toe of the skew is used to remove
shavings from the side of the shoulder, down to
finish size. Hold the skew so the bottom edge of
the bevel, next to shoulder, will be very nearly
parallel to side of shoulder, but with the cutting
edge turned away at the top, so that only the
extreme toe will do the cutting.
If the cutting edge is flat against the shoulder,
the chisel will run. Start with the handle low, and
raise handle to advance toe into the work.
Cut down to finished diameter of outside area,
then clean out the corner by advancing the
heel of the skew into it along the surface of the
outside area.
Tilt the cutting edge with handle raised up, so
that only the extreme heel does this cutting. If
the shoulder is at the end of work, the process is
called squaring the end. In this case, reduce
outer portion to a diameter about 6mm larger
than tool centre diameter, then later saw off the
waste stock.
6.
CUTTING VEES
Vee grooves can be cut with either the toe or
heel of the skew. When the toe is used, the
cutting action is exactly the same as in trimming
a shoulder, except that the skew is tilted to cut
at the required bevel. Light cuts should be taken
first on one side then the other, gradually
enlarging the vee to the required depth and
width.
When the heel is used, the skew is rotated down
into the work, using the rest as a pivot.
Otherwise, the cutting position and sequence
of cuts is the same.
As when using the toe, it is important that cutting
be done only by extreme end of cutting edge.
If deep vees are planned, it is quicker to start
them by making a sizing cut at the centre of
each vee. Vees can also be scraped with the
spear point chisel or a three-sided file.
7.
CUTTING BEADS
This requires considerable practice.
First, make pencil line to locate the tops (highest
points) of two or more adjoining beads. Then
make a vee groove at the exact centre
between two lines, and down to the desired
depth of the separation between the beads.
Be careful not to make the groove too wide or
you will remove portions of the desired beads.
The sides of the two adjoining beads are now
cut with the heel of the skew, preferably 1/2”
size, unless beads are quite large. Place the
skew at right angles to the work axis, flat against
the surface and well up near the top. The
extreme heel should be just inside the pencil line
that marks the top of the bead.
24
5.
CUTTING A SHOULDER
A shoulder can be the side of a square portion
left in the workpiece, the side of a turned section
or the end of the workpiece. Most shoulders are
perpendicular to the work axis, but a shoulder
can be at any angle desired.
First, mark position of the shoulder with a pencil
held to the revolving workpiece. Then make a
sizing cut with the parting tool, placing this cut
about 2mm outside the shoulder position and
cutting to within about 3mm of the depth
desired for the area outside of the shoulder.
If shoulder is shallow, the toe of the skew can be
used to make the sizing cut, but do not go in
deeper that 3mm with the skew unless wider and
wider vees are cut to provide clearance for this
tool.
Fig. 41
Fig. 42
Fig. 40





















































