




















6
Odkształcenia układu są proporcjonalne do użytej siły mocującej, tak więc przy
wykorzystaniu metody mocowania mechaniczno - hydraulicznej ze wstępnym zaciskiem
należy spodziewać się największych odkształceń, a poprzez to obniżonej dokładności
mocowania.
a) W celu zminimalizowania odkształceń zaleca się mocować kor pus imadła
bezpośrednio na stole obrabiarki, natomiast z podstawy obrotowej korzystać
w przyp adku uzasadniającym jej użycie.
b) W przypadkach mocowania wymagających podwyższonej dokładności
obróbki (zminimalizowania przemieszczeń przedmiotu obrabianego w w yniku
odkształceń korpusu) zaleca się użycie dodatkowych łap dociskowych w
miejscach przedstawionych na rys. 3.
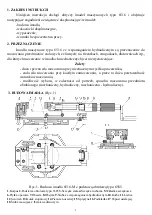
Rys. 3. Zalecane punkty mocowania imadła na stole maszyny
za pomocą śrub mocujących i łap dociskowych.
5.3. WYPOSAŻENIE IMADŁA
a/ śruby z nakrętkami mocujące imadło do stołu - 2 szt.
b/ kamienie ustalające z wkrętami mocującymi - 2 szt.
5.4. WYKAZ CZĘŚCI ZAMIENNYCH
wg. rys. 1 i tabl. 2
Tablica 2
L.p.
Nazwa części
zamiennej
Wielkość imadła
6516-M125
6516-M160
6516-M200
Kod Nr
Kod Nr
Kod Nr
5
Wkładka szczękowa
0642 982 602 221
0642 982 602 308
0642 982 602 400
9
Śruba pociągowa
0642 236 902 204
0642 236 902 408
0642 236 902 500
10
Korba
0642 982 626 822
0642 982 626 822
0642 982 626 822







































































