





























21
R
elaint
1500 M
anual
STEP 3:
Back Wedge Setting
(continued)
NO TE
For more information about optional wedges and
their use with various materials, see page 41.
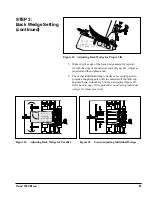
Figure 20. Tips for Proper Back Wedge Adjustment
A
C
D
B
•
If the back wedge is positioned too far backward
from the gate as-
sembly (Figure 20C), then the belts are driving the material before
the bottom sheet has separated and left the gate assembly area. This
pushes the gate assembly up, creating more pressure on the mate
-
rial, O-rings, and feed belts. The result can be premature buildup
of ink or varnish on the belt surfaces. It can also cause more than
one piece of material at a time to be forced under the gate assembly,
thus creating a double feed.
By moving the back wedge forward, only the bottom material can
make contact with the belt surface. Slippage is reduced, minimizing
buildup on the belt surface. Double feeding is also reduced.
•
If the back wedge is positioned too far forward
to the gate assembly
(Figure 20D), then a pinch point can be created between the top
corner of the individual wedges and the material. Moving the back
wedge even closer towards the gate assembly can allow material
to overhang the corner of the wedge, creating too much lift of the
material off the feed belts.
Summary of Contents for Thiele Technologies Streamfeeder Reliant 1500
Page 1: ...Manual Reliant 1500 ...
Page 12: ...6 Reliant 1500 Manual ...
Page 36: ...30 Reliant 1500 Manual ...
Page 46: ...40 Reliant 1500 Manual ...
Page 49: ...43 Relaint 1500 Manual 8 Electrical Schematics 120V Electrical Schematic ...
Page 50: ...44 Reliant 1500 Manual 240V Electrical Schematic ...
Page 51: ...45 Relaint 1500 Manual 120V Electrical Schematic with Vacuum Select ...
Page 52: ...46 Reliant 1500 Manual 240V Electrical Schematic with Vacuum Select ...
Page 53: ...47 Relaint 1500 Manual 9 Mechanical Components ...
Page 57: ...51 Relaint 1500 Manual ...
Page 59: ...53 Relaint 1500 Manual ...
Page 61: ...55 Relaint 1500 Manual ...
Page 65: ...59 Relaint 1500 Manual ...
Page 67: ...61 Relaint 1500 Manual ...
Page 69: ...63 Relaint 1500 Manual ...
Page 70: ...64 Reliant 1500 Manual ...
Page 71: ......
Page 72: ... 2009 Thiele Technologies Inc Streamfeeder Printed in the USA ...






















































