
























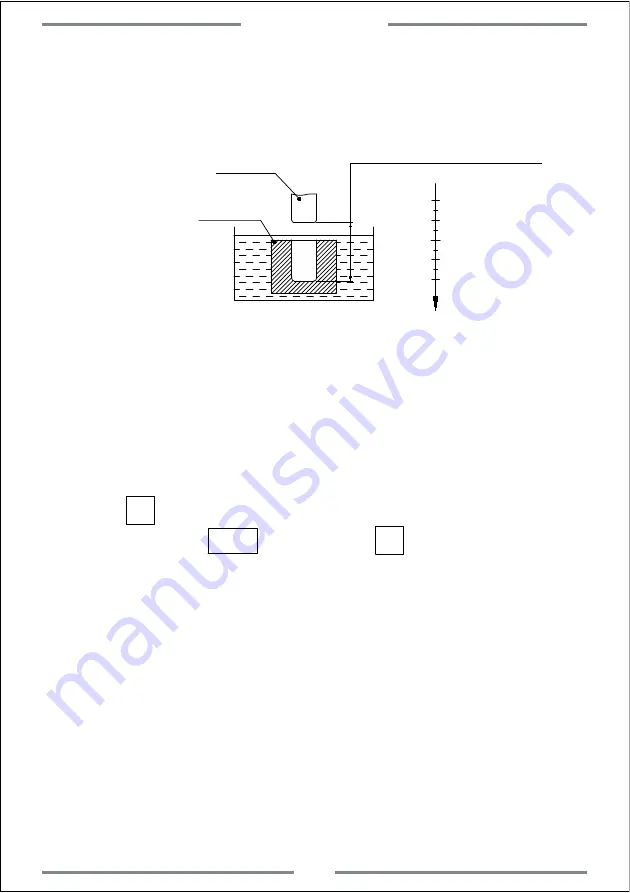
Once the electrode exceed the liquid level,the fire may be brought.This
function will alarm and output a off signal for machining once the electrode
exceed the liquid level.(Figure 2)
0
Figure 2
Electrode
Workpiece
Reversed height of fire prevention
2. Operation Steps:
(1): Set the parameter of fire prevention of reverse height,exit mode,
machining direction and EDM mode before machining.
(2): Move the electrode on spindle to make it contact with the surface of
work-piece,and zero or input value.
(3): Press to input the machining height.(The height will be displayed on
X axis)Then press to confirm.Press to exit DEPTH setting and
back to machining interface.
T
(4): X axis will display the target height.
Y axis will display the reached height.
Z axis will display the current position of electrode.
(5): Once started machining,the value on Z axis will get close to target value
gradually.The value on Y axis will also get close to the target.If the
electrode goes up and down now,the value on Z axis will change
accordingly.While the value on Y axis will remain same which is the
reached height value.
Special Function
39
SIFT
SIFT
Summary of Contents for A20-2V
Page 1: ...LED DIGITAL READOUTS Operation Manual Version 2 0 Driven by Innovation...
Page 2: ...A20 3V Keypad A20 2V Keypad ENT T ENT T E N N T E N N T...
Page 54: ...1 Parameter 2 Dimension 3 Troubleshooting 5 Appendix Appendix...
Page 56: ...5 2 Dimension ENT T T 45 Appendix...
Page 59: ...Driven by Innovation X 0 Y 0 Z 0 X Y Z Operation Manual Version 2 0 DIGITAL READOUTS...





















































