





























HM126 Operator’s Manual
TROUBLESHOOTING
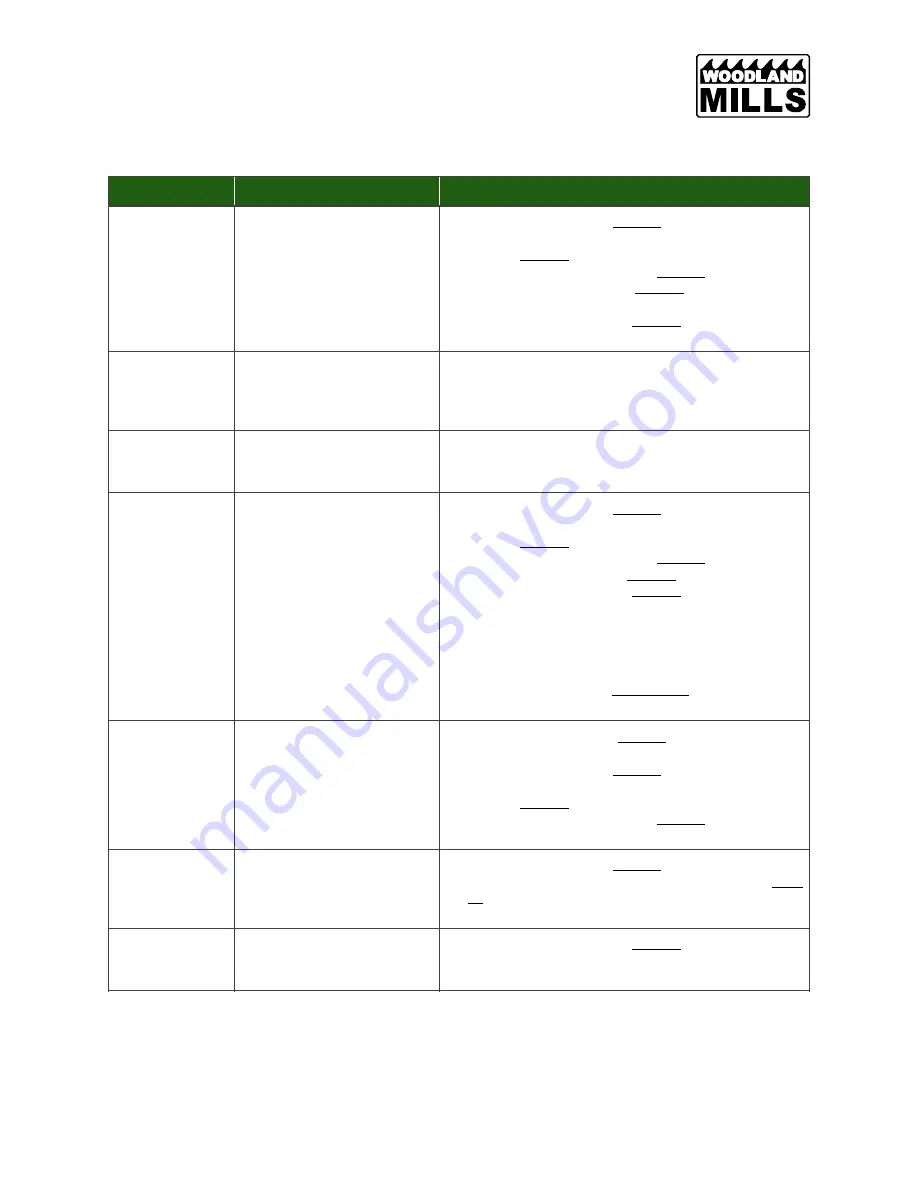
Problem/Issue
Possible Causes
Resolution Options
Producing wavy
cuts
1. Inadequate blade tension.
2. Improper blade guide set
up.
3. Improper blade tracking.
4. Sap build up on blade.
5. Dull blade.
6. Pushing mill too quickly.
1. Tighten blade. Refer to page 70.
2. Gap between guide blocks and blade are incorrect.
Refer to page 78.
3. Adjust blade tracking. Refer to page 73.
4. Install new blade. Refer to page 83.
Always use blade
lubricant.
5. Install new blade. Refer to page 83.
6. Slow feed rate down and push head slower through log.
Last board is
tapered or
narrow in middle
1. Track is not level.
1. Track needs to be checked for level and adjusted so it
is square. Track should also be set up on a firm, sturdy
base so deflection does not occur from heavy logs or
the sawmill head.
Blade dulls
quickly
1. Logs are not clean.
2. Foreign objects in log.
1. Logs may contain dirt/sand causing blades to wear
prematurely.
2. Tree may contain nails, staples, old fencing etc.
Blade comes off
band wheels
1. Inadequate blade tension.
2. Improper blade guide set
up.
3. Improper blade tracking.
4. Belts are worn.
5. Dull blade.
6. Pushing mill too quickly.
7. Too much water on blade.
8. New belts not dressed.
9. Belt tensioner idler pulley
not adjusted properly.
1. Tighten blade. Refer to page 70.
2. Gap between guide blocks and blade are incorrect.
Refer to page 78.
3. Adjust blade tracking. Refer to page 73.
4. Install new belts. Refer to page 84.
5. Install new blade. Refer to page 83.
6. Slow feed rate down and push head slower through log.
7. Valve on water tank is letting out too much water.
Reduce flow by turning dial on valve.
8. Run the sawmill without lubrication for 30 minutes in
order to dress new belts sufficiently before adding water
for lubrication. Refer to page 66 (#3).
9. Call Woodland Mills Technical Support.
Blades are
breaking
1. Too many blade
sharpenings.
2. Inadequate blade tension.
3. Improper blade guide set
up.
4. Improper blade tracking.
5. Pushing mill too quickly.
1. Replace blade. Refer to page 83.
2. Binding between guide blocks when blade is too loose.
Tighten blade. Refer to page 70.
3. Gap between guide blocks and blade are incorrect.
Refer to page 78.
4. Adjust blade tracking. Refer to page 73.
5. Slow feed rate down and push head slower through log.
Blade is slowing
down or
stopping when
milling
1. Inadequate blade tension.
2. Improper drive belt tension.
3. Pushing mill too quickly.
1. Tighten blade. Refer to page 70.
2. Belts are worn or too loose. Replace. Refer to page
3. Slow feed rate down and push head slower through log.
Mill is not cutting
or cutting very
slowly
1. Dull blade.
2. Blade is on backwards.
1. Install new blade. Refer to page 83.
2. Remove blade and flip it inside out. The teeth should
be facing in the direction of the log supports.
HM126-MY2021-EN: Rev F
Page
of
87
112
14-Jul-2021
Содержание HM126
Страница 2: ...This page intentionally left blank ...
Страница 114: ...HM126 Operator s Manual NOTES HM126 MY2021 EN Rev F Page of 112 112 14 Jul 2021 ...
Страница 115: ...This page intentionally left blank ...
Страница 116: ......







































































