





























6
Réglage de la température (canal 1)
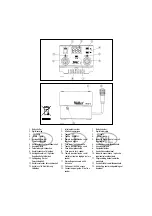
Si aucune touche n’est actionnée, l’afficheur numérique (2)
indique la température réelle. En actionnant la touche ”Up”
ou ”Down” (3)(4), l’afficheur numérique (2) indique la valeur
de consigne momentanément réglée. La valeur de consigne
réglée (affichage clignotant) peut être modifiée dans la
direction souhaitée en donnant des impulsions ou en exerç-
ant une pression continue sur la touche ”Up” ou ”Down”
(3)(4). Lorsque la touche est actionnée en continu, la valeur
de consigne change rapidement. 2 secondes environ après
avoir relâché la touche, l’afficheur numérique (2) revient
automatiquement à la valeur réelle.
Réduction de température standard
Lorsque l’appareil de soudage n’est pas utilisé, la tempéra-
ture est ramenée automatiquement à la valeur standard de
150°C (300°F) au bout de 20 minutes. Au bout de trois fois
cette durée (60 minutes), la fonction “AUTO OFF” est acti-
vée. Le fer à souder s’éteint.
Activation de la fonction de réduction de température
Setback standard: maintenir la touche “UP” enfoncée durant
la mise en marche de l’appareil jusqu’à ce que l’afficheur
indique “ON”. Procéder de la même manière à l’extinction.
L’afficheur indique “OFF” (état d’origine).
La fonction de sécurité peut être altérée lors de l’utilisation
de très fines pannes.
Réglage de l’avance (canal 2)
Lorsque le canal 2 a été sélectionné, l’afficheur numérique
(2) indique la vitesse de rotation dans le mode SFC ou le
temps d’avance dans le mode SFA. La valeur réglée peut
alors être modifiée dans la direction souhaitée en donnant
des impulsions ou en exerçant une pression continue sur la
touche ”Up” ou ”Down” (3)(4). Lorsque la touche est action-
née en continu, la valeur de consigne change rapidement. Si
aucune touche n’est actionnée, l’appareil revient automati-
quement au canal 1 au bout d’environ 10 secondes et indi-
que la température réelle.
Plages de réglage:
Mode SFA temps d’avance (quantité de soudure)
1 - 300 (pas de 10ms)
Mode SFC vitesse de rotation (vitesse)
10% - 100%
Avance rapide:
En actionnant simultanément les touches ”UP” et ”DOWN”,
l’avance du fil à souder se fait à la vitesse maximale (100%).
Cette vitesse est recommandée pour faire avancer le fil à
souder après un changement de bobine.
Mode SFA / SFC
Commutation:
Maintenir la touche de sélection du canal (7) enfoncée et
sélectionner le mode souhaité avec la touche „UP“ (3).
L’afficheur indique le mode de fonctionnement sélectionné.
Réglage de la fenêtre de températures
Actionner simultanément la touche de sélection du canal (7)
et ” Down ” (4). L’afficheur indique en clignotant la valeur
(en °C/°F) de la fenêtre de températures momentanément
réglée (réglage d’origine ”000”).
Le réglage d’origine ”000” signifie:
Le circuit de surveillance de température est désactivé et le
contact libre de potentiel (16) est toujours à basse impédan-
ce.
Affichage °C
Le réglage ” 001 – 099 ” correspond à:
Taille de la fenêtre de températures + - 1°C à + - 99°C
Affichage °F
Le réglage ” 001 – 178 ” correspond à:
Taille de la fenêtre de tempér- 1°F à +-178°F
Contact libre de potentiel
Si la température réelle de l’outil de soudage se situe dans
la fenêtre de températures (plage de tolérance) réglée, le
contact libre de potentiel (16) est commuté sur basse impé-
dance. Si la température se situe en dehors de la fenêtre de
Français
Caractéristiques techniques
Dimensions (L X P X H):
120 X 217 X 199
Tension secteur:
230 V / 50 Hz
Tension de sortie:
24 V AC (canal1); 24 V DC (canal2)
Puissance: 90
W
Fusible: T800mA
Régulation de température:
en continu 50 °C – 450 °C
Précision:
+ - 9 °C
Equilibrage du potentiel:
mise à la terre dure d’origine
Содержание WSF 81 D5
Страница 92: ...83 Circuit Diagram ...
Страница 93: ...84 Explo Drawing WSF ...
































































