



















15
2.2.3 High frequency arc-start
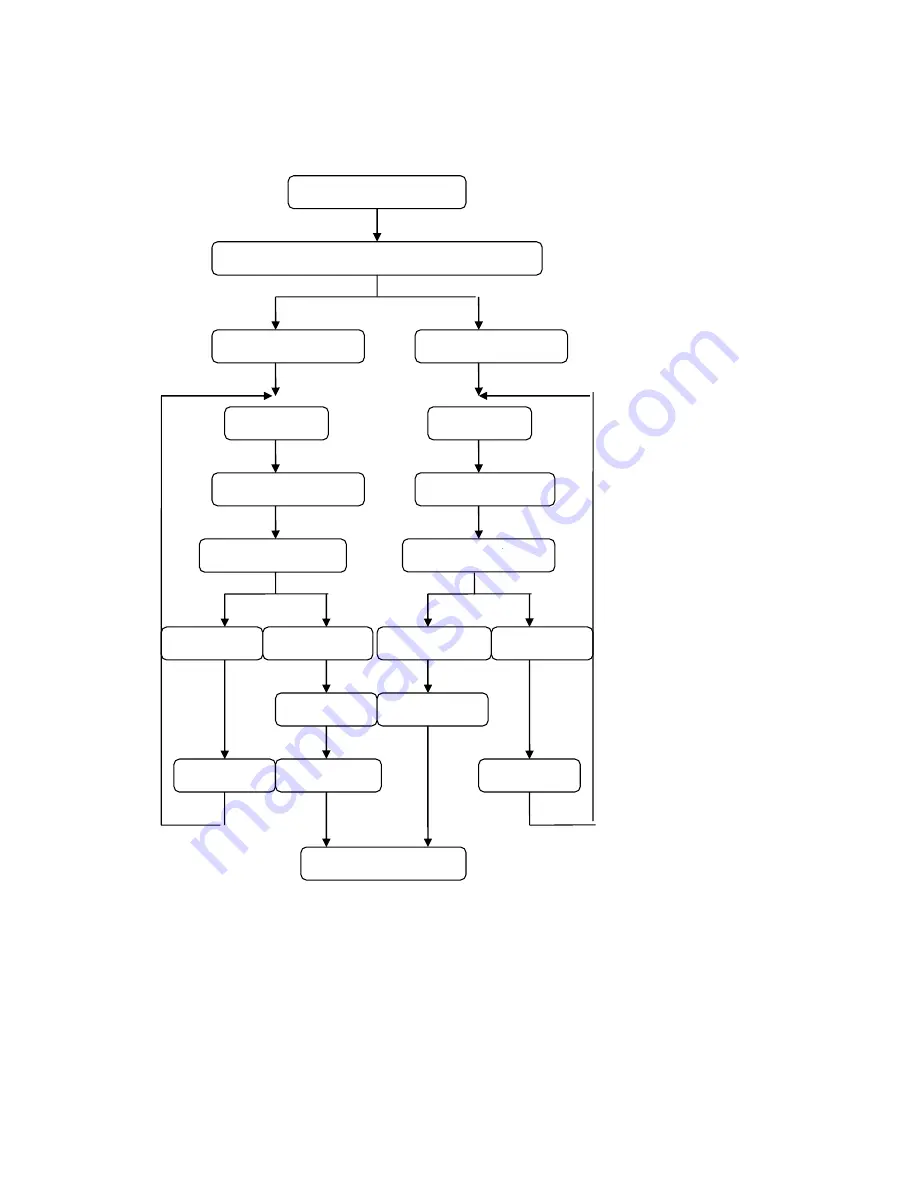
Procedure flow sheet shows below:
Auto-lock /4-step Non-Auto lock/2-step
Figure 8: HF arc-start procedure flow sheet
Pull TIG torch trigger
Pre-gas flow, HF/ scratch arc-start
Release trigger
Hold on trigger
Release trigger
Hold on trigger
Down-slope
熄弧、停气
停气
Down -slope
Release trigger
Up -slope
Until crater fill
Post-gas flow
Release trigger
Reset power
source
Until crater
fill
Post-gas flow
Push trigger
Welding
Welding
Up-slope







































































