






















10 CT10 USER MANUAL
TO CHANGE THE CURRENT SETTING:
1. Remove the hydraulic hose coupling from the return port
on the tool, if one is installed. When making the change from
CC to OC, hydraulic fluid may be trapped in the tool, prevent
-
ing complete movement of the adapter. Remove the return
coupling to allow the hydraulic fluid to escape.
2. Loosen the 2 setscrews on the cylinder.
3. Turn the adapter until it stops:
• counter clockwise (CCW) to change to closed center
(creates gap)
• clockwise (CW) to change to open center (closes gap)
4. Tighten the two setscrews.
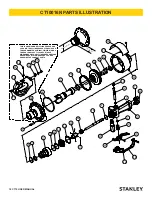
DIE INSTALLATION
One die is installed in the crimping head (Retainer Die Yoke
or C-frame) and the other die is installed onto the ram or
die piston assembly, depending on the model. See below to
identify the style of crimping head you have. Refer to the parts
illustrations in this manual for more detailed reference.
Open-Center (no gap)
Adapter
Cylinder
Trigger Handle
Top View of Tool
PRE-OPERATION
Careful inspection of the tool and hydraulic system before
startup is important for safe, reliable operation of the tool.
The following items should be checked daily at the start and
the end of each work shift.
1. Make sure the proper dies are securely in place. Operating
the tool without dies can deform the crimping heads. Refer to
Die Installation for instructions.
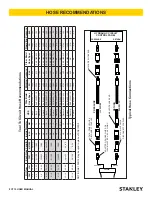
2. Connect hoses. Wipe all hose couplers with a clean, lint-
free cloth before making connections. Dirty couplers can
contaminate the hydraulic lines and prevent a good seal at
the connection.
3. Check all fasteners for tightness.
4. Check the equipment for oil leaks. If leaks are observed, do
not use the tool; have the equipment serviced before use.
5. Check the tool and hydraulic system for proper operation
and performance.
6. If the equipment does not appear to operate properly, have
it serviced before use.
7. Periodically verify the crimping force of the tool. Refer to
Die Load Verification.
SETUP AND TEST
Never operate the tool without dies. Operating without dies can
deform the crimping head (retainer die yoke or C-frame).
If this happens, the dies cannot be installed and the crimping
head must be replaced.
Never install the dies while the hydraulic hoses are connected
to the tool.
Verify the crimping force before operating the tool.
OPEN CENTER/CLOSED CENTER
SETUP
The CT10 Hydraulic Crimping Tool can be configured for either
open-center or closed-center operation. The current setting
is easily determined by looking at the gap between the adapter
and the cylinder:
Burndy Y35 & 30 mm Style
Retainer Die Yoke
Kearney WH3 Style
C-Frame
Stanley Y35 Style
Retainer Die Yoke
Kearney PH2 Style
C-Frame
OPERATION
Содержание CT10016N
Страница 2: ......
Страница 17: ...CT10 USER MANUAL 17 NOTES...





















































