Cylinder
Arm length
L
Shim
w
Clamping
cylinder port
Unclamping
cylinder port
Hard stop section A
Upper hard stop
Clamping
block
Arm length
L
Shim
w
Clamping
cylinder port
Unclamping
cylinder port
Cylinder
Hard stop section A
Upper hard stop
Clamping
block
Shim
q
Clamp arm
(Distance to a hard stop)
(Distance to a hard stop)
Clamp arm
Shim
q
When using a hard stop
When using the side guide
Clamp arm
Side guide
2
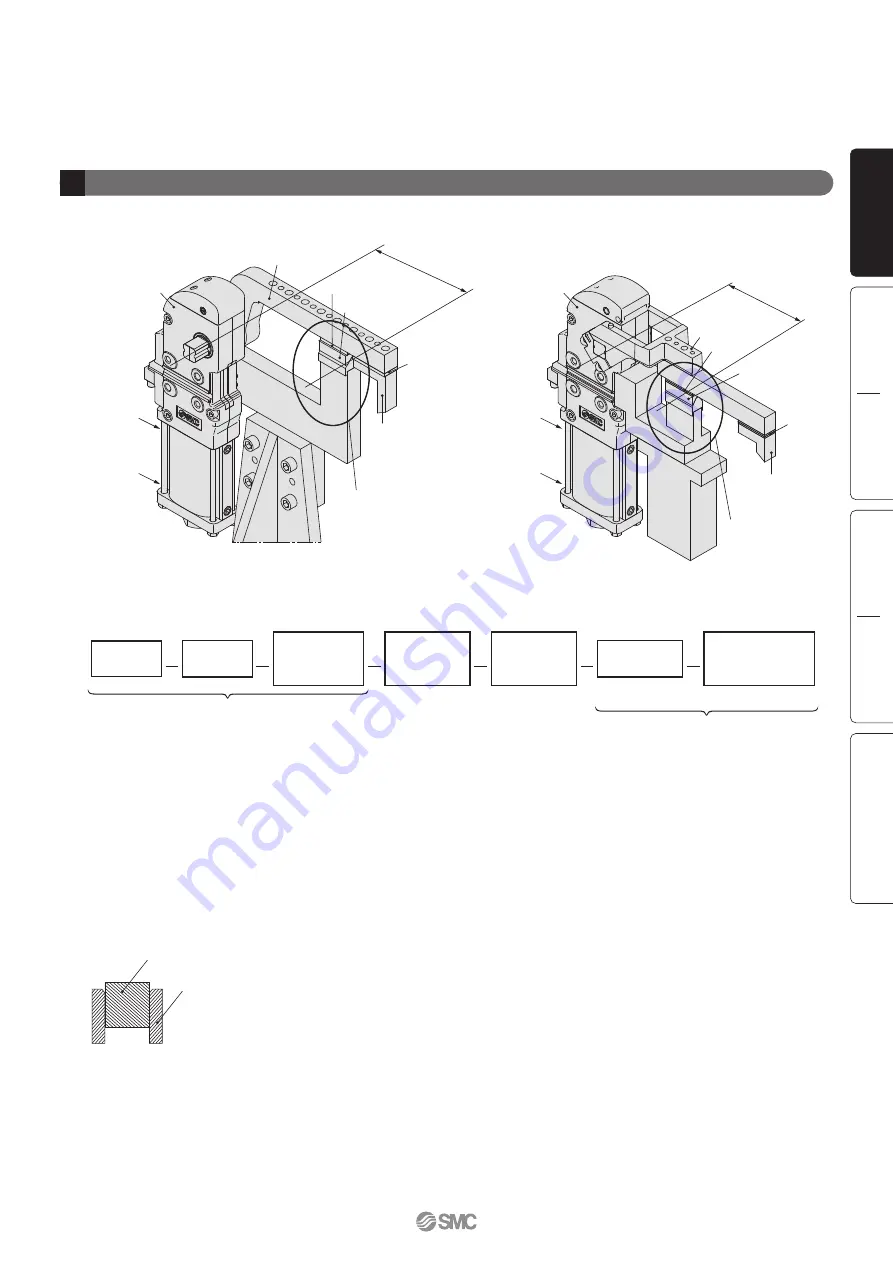
Power clamp cylinder mounting
Series
CKZ3N
Series
CKZ3T
Precaution
When using the side guide to the clamp arm to prevent lateral motion, make sure not to apply a lateral load or galling to the clamp
arm.
Procedure
A) Supply air at clamp side without installation of upper hard stop, and operate the clamp arm to the end of clamp.
B) Under the above conditions, adjust shim
q
so that the space between the upper hard stop and the lower hard stop is about 0
mm. Theoretically there is no clamping force to the lower hard stop under this condition.
C) In order to generate clamping force from the state described in step B, insert additional shim. The thickness of the shim differs
depending on the arm length and pressure, so please refer to the graph on front matter 3 as a guide. About 10% error may occur
due to the difference in tolerance of the power clamp cylinder body.
D) Under the state described in step C, adjust shim
w
so there is contact between the clamping block and the workpiece.
Mounting process
Air supply
Hard stop
set
A
Operate to the
end of clamp
Shim adjustment
B
Install the
upper hard
stop
Shim adjustment
Shim adjustment
C
Upper hard
stop contact
adjustment
Workpiece
setting
D
Block contact
adjustment
(clamp side)
Model Selection
CKZ3N
North American Type
Made to Order
European Type
CKZ3T
Front matter 4
Series
CKZ3
Model Selection