





























Operating Manual - English
Triax QUATTRO
- 48 -
Copyright Silca 2011
1
5.9
MACHINE
DATA
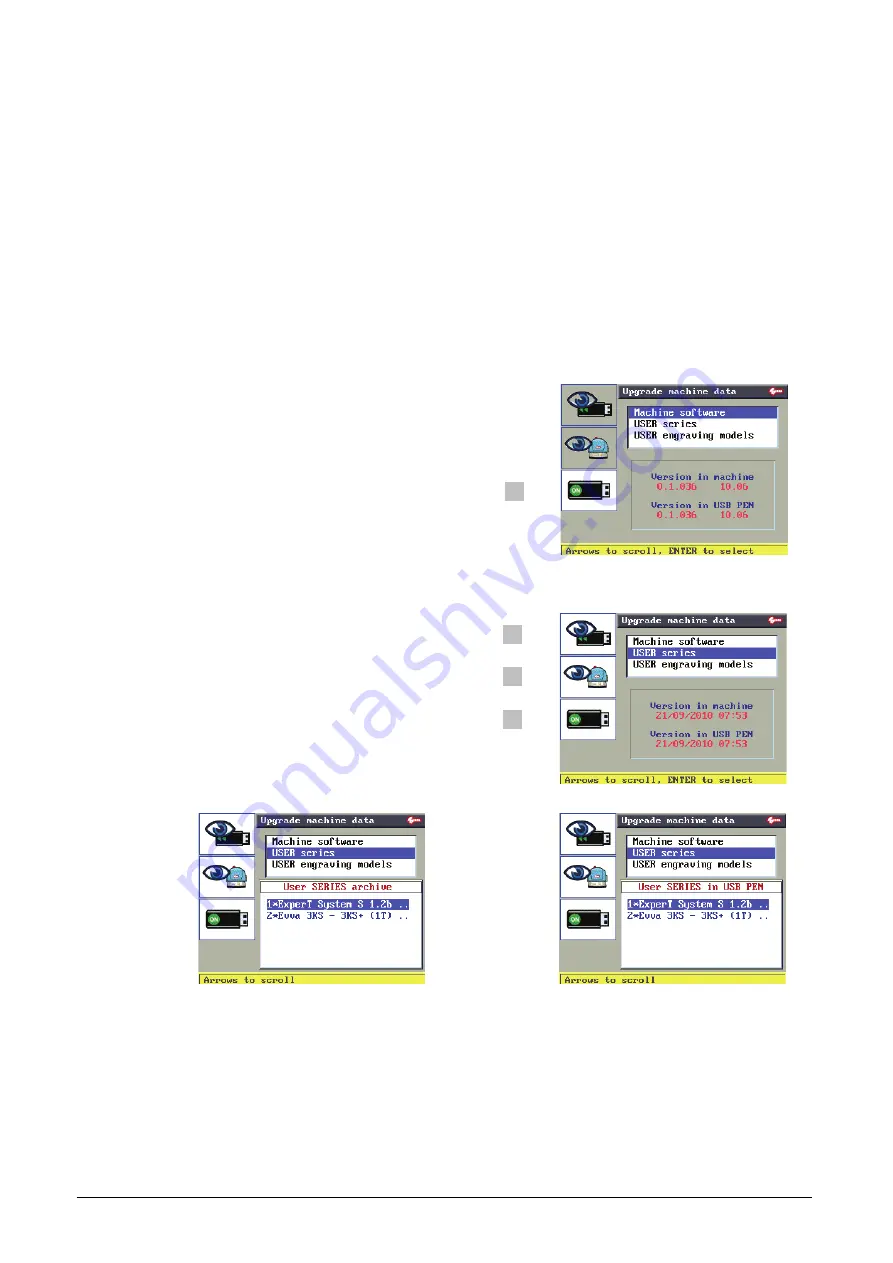
UPDATE
This function is used to update machine data with a USB PEN.
In this way the operator saves time for this operation.
Machine data can be updated with a USB PEN if it is inserted and on (ON status).
The following can be updated:
Machine software
USER Series
User engraving templates
Scroll with the up-down arrow keys to select the required field.
Machine software
F1
F2
F3
Check that the version on the USB PEN is more up-to-date
than the version on the machine.
Press
ENTER.
When the machine is being updated the display will go off
for a few seconds and then come back on.
Wait until data downloading is finished.
The machine will restart from the initial display.
USER series
F1
F2
F3
F1
to view the
USER series
on the USB PEN.
F2
to view the
USER series
on the machine.
F1 F1
F2
F2
F3 F3
Содержание Triax Quattro
Страница 2: ......
Страница 4: ......
Страница 8: ......
Страница 106: ...Triax QUATTRO Copyright Silca 2011 1 II ...
Страница 107: ...Triax QUATTRO Copyright Silca 2011 III ...
Страница 108: ...Triax QUATTRO Copyright Silca 2011 1 IV ...
Страница 109: ...Triax QUATTRO Copyright Silca 2011 V ...
Страница 110: ...Triax QUATTRO Copyright Silca 2011 1 VI ...
Страница 111: ...Triax QUATTRO Copyright Silca 2011 VII ...
Страница 112: ...Triax QUATTRO Copyright Silca 2011 1 VIII ...
Страница 113: ...Triax QUATTRO Copyright Silca 2011 IX ...
Страница 114: ...Triax QUATTRO Copyright Silca 2011 1 X ...