





















_________________________________________________________________________________________
www.schunk.de
XND.00018.002_A – 10/2018
8
4
Betrieb (Normalbetrieb)
4.1
Aufspannen / Ausrichten
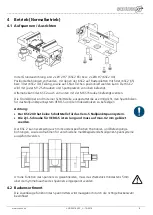
In der Grundausführung sind 2x Ø12 H7 (KSC2 65) bzw. 2x Ø8 H7 (KSC2 40)
Positionierbohrungen vorhanden, mit denen der KSC2 auf Rasterplatten mit 50er (KSC2 65)
bzw. 30er (KSC2 40) Teilung, sowie auf T-Nut Tischen positioniert werden kann. Der KSC2
wird mit je vier M12 Schrauben und Spannpratzen von oben befestigt.
Alternativ kann der KSC2 auch von unten mit vier M6 Schrauben befestigt werden.
Die Grundkörper sind mit einer Schnittstelle ausgestattet die es ermöglicht, den Spannbolzen
für das Nullpunktspannsystem VERO-S und den Indexierbolzen zu befestigen
Achtung:
Der KSC2 40 hat keine Schnittstelle für das Vero-S Nullpunktspannsystem.
Die Zyl.-Schraube für VERO-S ist zu lang und muss auf max. 42 mm gekürzt
werden.
Der KSC 2 kann werkseitig auch mit kundenspezifischen Positionier- und Befestigungs-
bohrungen, sowie Aufnahmen für verschiedene marktbegleitende Nullpunkt-Spannsysteme
ausgeführt werden.
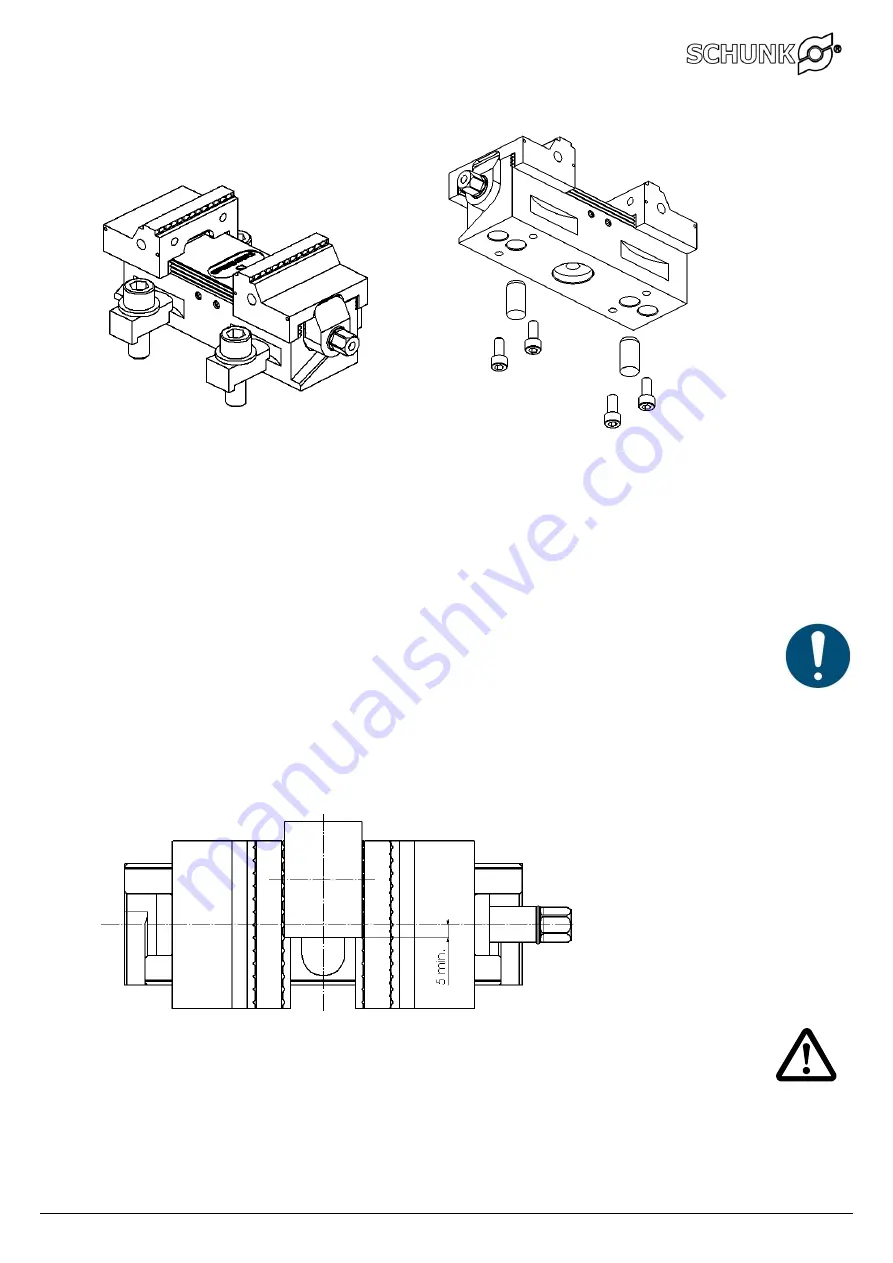
Um die Funktion des Spanners zu gewährleisten, muss das Werkstück mindestens 5mm
über der Symmetrieachse des Spanners eingespannt werden.
4.2
Backensortiment
Die zuverlässige Funktion des Spannmittels wird massgeblich durch die richtige Backenwahl
beeinflusst.







































































