



















19
MASTER DIE SPRING CHANGE
Master die springs are wearing parts and therefore has to be replace after every 200 000 crimps. To replace
the springs a special tools and -craftsmanship are needed. In order to get the master die springs replaced
contact your SAMWAY representative.
Warning:
Do not use the machine if there are broken or twist springs in the machine. Broken or
twist spring can damage the machine or cause personal injuries.
PRESSURE PIPES
Return cylinders on both sides of the crimping head produce the piston movement backwards and
simultaneous retraction of dies.
Hydraulic pipes to the two cylinders are high-pressure pipes (275 bar). To prevent leakage, be careful not to
damage these pipes and their connectors.
In case you notice leakage in a connector, make sure it is properly tightened. Leaking pipes must be
replaced immediately. DO NOT REPAIR PIPES!
d at the factory during test run.
1. Re-calibrate the crimping diameter with ferrule
(seamless steel tube), Ø 25 mm; wall 2 mm, by
using the die set No 20-19 (20 model) or the die
set 32-19 (32 model).
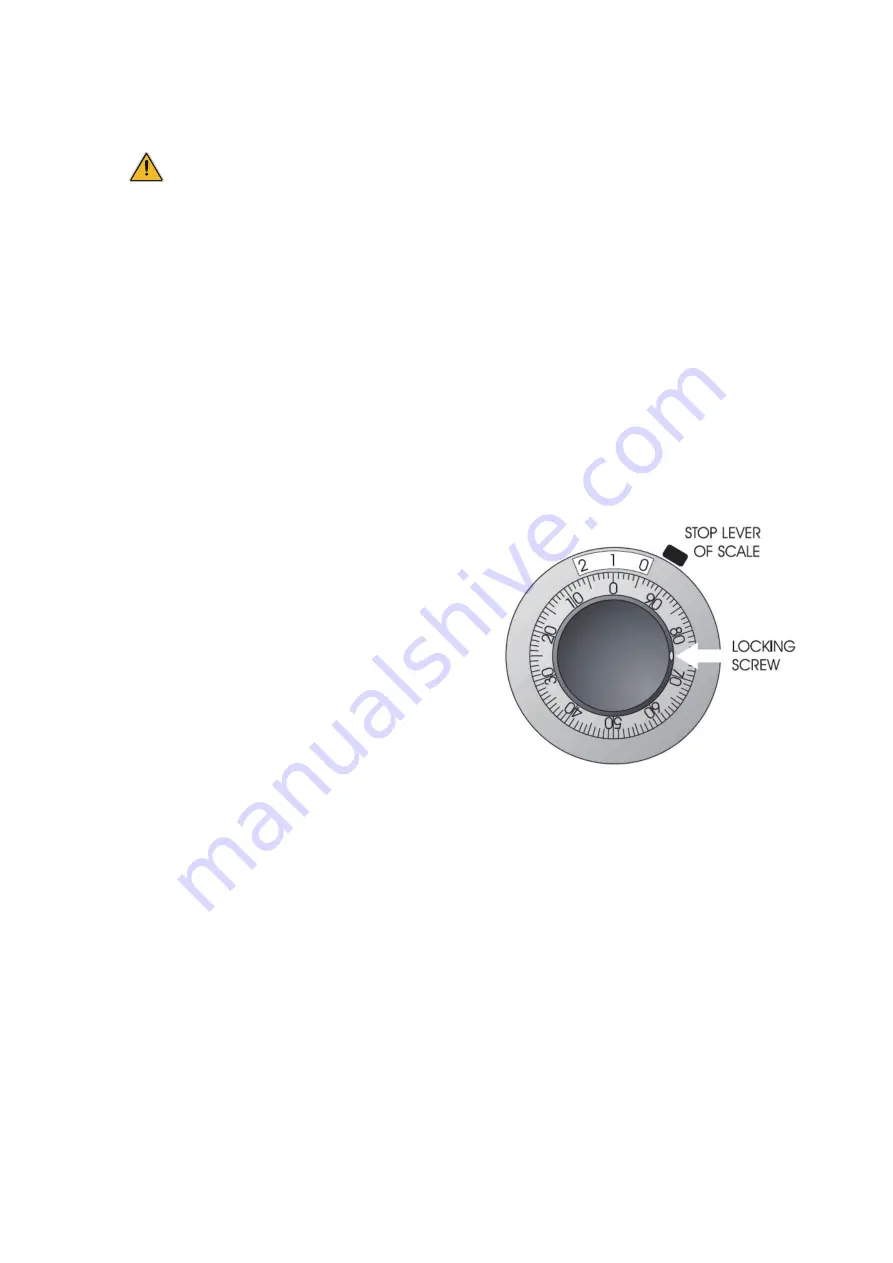
2. Set the dial at 1.0, so that the crimping diameter
will be 20 mm (see the adjacent picture) and lock
the dial. Crimp the ferrule and measure the real
diameter.
3. Remove the control dial knob (avoid to turn the
dial shaft at the same time).
4. Open the dial lock lever and set the real diameter
into it (diameter of ferrule) relock it and install
back.
5. Turn the dial to right diameter and crimp another
ferrule. Now the machine has been calibrated and
the real diameter should be the same than the
diameter which state on the dial. If not, repeat
from point 2 and be more careful when handling
the dial.
6. After the adjustment, the crimping result should be the minimum nominal c rimping diameter of each
die set with the dial at 0.0.
RE-CALIBRATION OF CRIMPING DIAMETER DIAL
NOTE: The crimping diameter dial has been calibrate







































































