a
User Instructions - Part 3
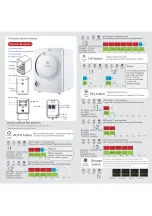
WORKING LOAD LIMITS (G - in tonnes)
PRODUCT
DESCRIPTION
Single Leg
2 , 3 or 4 Legs
60° 90° 120°
Maximum Included Angle (Degrees)
VCGH-S 16
10.0
17.3
14.1
10.0
VCGH-S 20
16.0
27.7
22.6
16.0
VCGH-S 22
20.0
34.6
28.2
20.0
Table 2
EXCAVATOR HOOK
-
VCGH-S
Type
Size
Approx
Volume
VCGH-S 16
a = 5
ca. 42.5 cm
3
VCGH-S 20
a = 5
ca. 52.0 cm
3
VCGH-S 22
a = 5
ca. 56.0 cm
3
Table 1
WELDING PROCESS
MILD STEEL / LOW ALLOYED STEEL
MIG
GAS SHIELDED WIRE WELDING
AWS A5.18 eg: WIA - Austmig ES6 or Hobart XL 525) or equivalent.
(Flux Cored for material >24mm).
MMA
MANUAL ELECTRIC WELDING
AWS A5.5 : E8018-G. AWS A5.1 : E7018.
eg: WIA - Austarc 16TC or Weldwell PH77 or equivalent.
NB. Please refer to the consumables manufacturer for user instructions and further information.
Table 4
Type
WLL
(t)
MW
A
B
C
D
G
I
Weld
(a)
Weight
(kg)
Ref.-No.
VCGH-S 16
10
48
15
141
200
220
100
70
8
5
7984047
VCGH-S 20
16
63
20
187
272
288
120
87
8
8.4
7984310
VCGH-S 22
20
63
20
195
276
292
120
92
8
14.5
7984312
Table 3
Welding Sequence
The welding should only be carried out by an authorised welder, according to AS1554 or EN287 or relevant AWS Standards.
1
Prepare surface and ensure all contact areas are clean. Check preparation and welding consumables for conformance.
2
Carefully clean the root run before carrying out subsequent runs.
3
Apply fillet weld (see above table 1). The welding process must not be interrupted for such a time that the welding plate loses the welding
temperature.
Weld Seam Defination